Argument:
Asamblarile prin conuri se utilizeaza
pentru fixarea pe capetele arborilor a unor roti,discuri sau scule in
general (freze, burghie). Strangerea elastica radiala dintre butuc
si arbore se obtine prin efectul apasarii axiale pe care o
da asamblarea filetata prevazuta cu saiba Grower impotriva
autodesfacerii asamblarii.
Avantaje:
- arborele
si butucul au prelucrari simple;
- nu exista
mari concentratori de tensiune,
- exista
posibilitatea de patinare la suprasarcina.
Dezavantaje:
- inelele cer o
prelucrare pretentioasa si sunt realizate din oteluri aliate de
mare rezistenta;
- asamblarea
necesita un sistem axial de impingere;
- gabaritul radial
este ridicat.
Principala problema pe care o ridica
realizarea unei asemenea imbinarii consta in verificarea portiunilor
conice ale pieselor ce se ansambleaza.O eventuala
neconcordanta a conicitatilor pieselor duce la slabirea
imbinarii si la neasigurarea etanseitatii.Controlul se poate face cu
ajutorul verificatoarelor:calibre pentru bucsele conice si sabloane
pentru conuri exterioare
Intocmirea proiectului necesita selectarea
unor materiale din surse bibliografice suplimentare (altele decat manualele
scolare utilizate la clasa )
Realizarea proiectului necesita
intocmirea unor tehnologii de documentare a unor subansamble de executie a
unei piese, de reconditionare a unei piese care constituie niste
aplicatii utile la cunostintele dobandite la materiale de
specialitate .
Executarea proiectului presupune
redactarea acestuia pe suport informatic care constituie un exercitiu de
utilizare a calculatorului si a cunostintelor dobandite la
informatica.
Anexele sunt urmatoarele : desen de
executie piesa, desen 3D, fisa tehnologica, plan de
operatii.
Cunostintele
de la module Utilizeaza unelte de baza pentru crearea desenelor/
Utilizeaza unelte avansate pentru editarea desenelor/ Creeaza desene
complexe Realizeaza desene 3D in perspectiva au fost materializate
prin desene 2D, 3D. Desenarea si proiectarea asistata de calculator, cunosc in prezent o dezvoltare deosebita,
datorita acurateții si rapiditații pe care calculatorul le
pune la dispoziția proiectantului.
CAD = Computer
Aided Design
Avantajele
utilizarii AutoCAD:
AutoCAD-ul
are un caracter general putand fi utilizat intr-o varietate de domenii;
AutoCAD-ul
este un produs de desenare eficient si flexibil, permițand realizarea desenelor bidimensionale si tridimensionale, prin modelarea
suprafețelor si a corpurilor solide.
exista
multiple posibilitați de vizualizare a desenelor, la scara si cu precizia dorita.
dispune
de o precizie foarte buna a desenelor;
ofera
posibilitatea transferului comod al informațiilor spre sau dinspre alte
produse informatice.
Asamblari conice prin presare
1.1.Caracterizare
si rol functional
Aceste asamblari sunt demontabile
si realizeaza transmiterea momentului de torsiune prin intermediul
fortelor de frecare care apar pe toata suprafata de contact
dintre piese. Se utilizeaza pentru asamblari de tip arbore butuc
(roti dintate, roti de curea, roti de lant,
semicuplaje, parghii etc.).
Dintre avantajele acestor asamblari,
se pot enumera: simplitate constructiva; montari si
demontari usoare si repetate; asigura o buna centrare
a butucului pe arbore. Dezavantajul cel mai important este necesitatea unei
executii si a unui montaj precise.
Cele mai utilizate asamblari cu frecare sunt:
asamblari prin strangere pe con; asamblari cu inele tronconice, cu
inele ondulate, cu bratara, cu strangere proprie etc
ASAMBLARI
PRIN STRANGERE PE CON
Aceste asamblari sunt de
tip arbore butuc si sunt utilizate destul de mult in tehnica
deoarece asigura o buna centrare a butucului pe arbore. Asamblarea se
poate realiza prin prelucrarea conica a arborelui si butucului (fig. a) sau utilizand una sau doua bucse
intermediare cu suprafata exterioara conica (fig., b), caz in
care arborele si alezajul vor fi prelucrate sub forma cilindrica
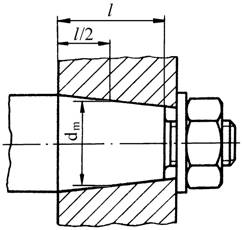
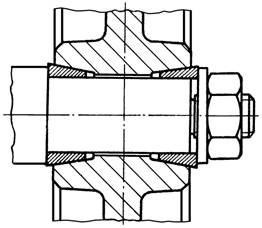
a b
Asemenea asamblari se
utilizeaza pentru fixarea pe capetele arborilor a unor roti,discuri
sau scule in general (freze, burghie). Strangerea elastica radiala
dintre butuc si arbore se obtine prin efectul apasarii
axiale pe care o da asamblarea filetata prevazuta cu saiba
Grower impotriva autodesfacerii asamblarii. Prin strangerea pe con, in
asamblare ia nastere o tensiune de contact (s) care asigura
transmiterea unor momente de torsiune prin forte de frecare
tangentiale. Uneori, cand nu este dorita patinarea la
suprasarcina, se poate prevedea si o pana disc.
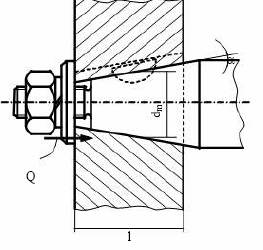 Fig.1
Fig.1
Centrarea obtinuta la
asamblarea pe con este deosebit de buna, iar montarea si demontarea
sunt facile. Inclinarea conului este, de regula a = 2
15, in functie de utilizare, fiind asigurata sau nu
conditia de autofranare.
Alezarea conului butucului si
rectificarea conului arborelui trebuie sa fie extrem de riguros facute,
astfel incat tensiunea de strivire sa fie uniform distribuita pe
suprafata de contact ; in caz contrar, tensiunile pot fi distribuite
puternic neuniform, asa cum este sugerat in figura .
1.2.Clasificare dupa diferite criterii,legata
si de domeniile de folosire
Asamblarea cu inele tronconice (pene inelare)
Pe baza ideii
date de asamblarea pe con, s-au realizat asamblari cu mai multe
suprafete active. Astfel, cu o pereche sau mai multe perechi de pene
conjugate (se pot transmite momente de torsiune foarte mari, prin
impanarea butucului pe arbore. Momentul de torsiune se transmite prin
forte de frecare tangentiala.
Avantaj:
- arborele
si butucul au prelucrari simple;
- nu exista
mari concentratori de tensiune,
- exista
posibilitatea de patinare la suprasarcina.
Dezavantaje:
- inelele cer o
prelucrare pretentioasa si sunt realizate din oteluri aliate de
mare rezistenta;
- asamblarea
necesita un sistem axial de impingere;
- gabaritul
radial este ridicat.
Utilizarea mai
multor perechi de inele tronconice este avantajoasa prin faptul ca se
obtine cresterea momentului de torsiune transmis. Dar, pentru inelele
in serie se diminueaza forta axiala de la o pereche la alta de
inele.
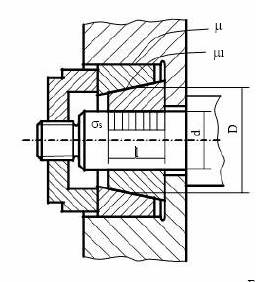 Fig.2
Fig.2
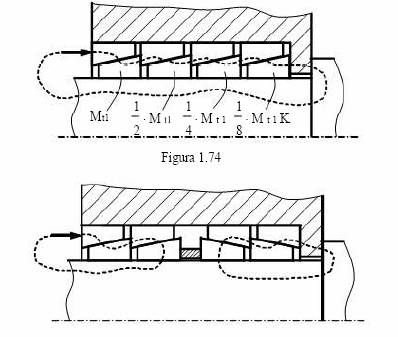 Fig.3
Fig.3
1.3.Materialul si metodele tehnologice de executie:
In genaral,imbinarea se realizeaza prin
introducerea unei piese cu o portiune conica intr-o alta
piesa avand aceeasi conicitate.Pentru exemplificarea in figura de mai
jos este prezentata o imbinare cu con utilizata la echipamente de
actionare hidraulica.
Principala problema pe care o
ridica realizarea unei asemenea imbinarii consta in verificarea
portiunilor conice ale pieselor ce se ansambleaza.O eventuala
neconcordanta a conicitatilor pieselor duce la slabirea imbinarii
si la neasigurarea etanseitatii.Controlul se poate face cu ajutorul
verificatoarelor:calibre pentru bucsele conice si sabloane pentru
conuri exterioare.O metoda de control simpla si foarte raspandita
consta in vopsirea conului cu albastru de Berlin,frecat cu ulei mineral si
vaselina,formand un strat de 1-2 µm grosime si ducand la eroarea
maxima a unghiului de circa 24``,ceea ce nu depaseste limitele
admise chiar in cazul unei precizii normale.Intrucat continuitatea stratului de
vopsea se apreciaza cu ochiul liber,este bine ca la imbinarile precise controlul
sa fie completat si cu utilizarea sabloanelor si a calibrelor.
Daca in
urma controlului se constata ca apar mici nepotriviri intre
conicitatile pieselor,se poate elimina defectul printr-o rodare a
pieselor.Nepotrivirile importante se inlatura prin prelucrarea mecanica a
uneia din piese(daca este posibil)sau prin inlocuirea uneia sau a ambelor
piese.
 Fig.4
Fig.4
tabelul 1. 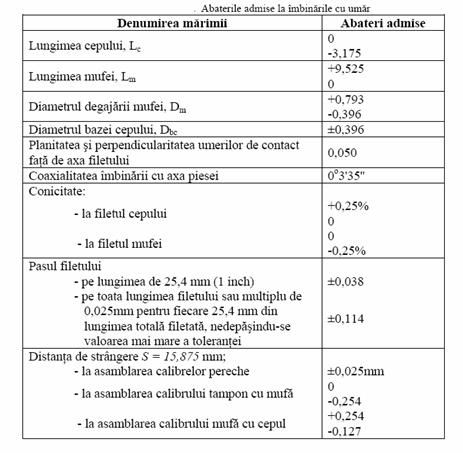
2.Metode de calcul si
proiectare:
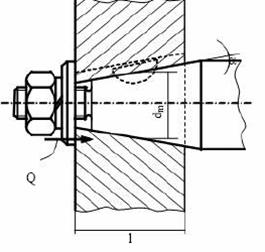 Fig.8
Fig.8
Sa se verifice asamblarea cu pana
transversala intre tija pistonului si capul de cruce de la o
locomotiva,dimensiunile fiind date in figura .Asupra pistonului actioneaza
forta P=200 kN.
Piesele sunt executate din urmatoarele
materilae:
-pana din OL 70 STAS 500-68 cu τaf=1100 daN/cm² si σai=2100 daN/cm²;
-tija pistonului din OL 42 STAS 500 68 cu
σ´af=1400 daN/cm² ;t´a= 1000 daN/cm² si τaf= 1000 daN/cm²;corpul
capului de cruce din otel turnat OT 40 STAS 880-66 cu t˝a= 1000 daN/cm² si τ˝af= 800 daN/cm².
Pana montindu-se cu stringere
initiala,sarcina totala maxima este:
Pt=1,2 P=1,2 x 20 000=24 000daN.
Pana se verifica la:
-forfecare pe sectiunile 1 1 si 2 2;
-incovoiere.
Se obtine:
Τf= =
= =
= ≈
533 daN/cm² < τaf;
≈
533 daN/cm² < τaf;
σi=  =
= =
1920 daN/cm² < σai
=
1920 daN/cm² < σai
Tija pistonului se verifica la:
-intindere in sectiunea slabita AB;
-presiunea de contact cu pana pe sectiunea 1
2;
Se obtine:
σt= Pt/AAB d ABb=  =
= ≈
618 daN/cm² <σat;
≈
618 daN/cm² <σat;
t´= =
= =
= ≈
870 daN/cm² < t´a;
≈
870 daN/cm² < t´a;
τ´f= =
= =
= ≈217
daN/cm² < τ´af.
≈217
daN/cm² < τ´af.
Mansonului capului de cruce se verifica la:
-presiunea de contact pe sectiunile 1 3
si 2 3;
-forfecare pe doua sectiuni (3 4) (3
4 ).
Se obtine:
t˝= =
= =
= ≈ 953 daN/cm² < t˝a;
≈ 953 daN/cm² < t˝a;
τ˝f= =
= =
= =312,5
dan/cm² < τ˝af.
=312,5
dan/cm² < τ˝af.
Eforturile unitare nedepasind pe cele
admisibile,asamblarea considerata va functiona in bune conditii.
3.Controlul tehnic al produsului:
Controlul imbinarilor cu umar se
efectueaza prin masuratori directe ale elementelor filetului
(pasul, unghiul profilului, conicitatea, diametrul mediu in planul de
masurare) folosind mijloace universale de masurare si controlul
cu calibre. Masurarea elementelor filetului cu mijloace universale de
masurare este utilizata numai la controlul calibrelor si, in caz
de litigiu, la controlul produselor. Controlul cu calibre se aplica in
cazul productiei industriale. Controlul cu calibre reprezinta un control
complex, verificand incadrarea distantei de strangere S a
imbinarilor cu umar in limitele campului de toleranta. El
are la baza faptul ca toate erorile elementelor filetului
influenteaza distanta de strangere S. Pentru fiecare
tipodimensiune se foseste o pereche de calibre: un calibru
tampon pentru verificarea filetului mufei si un calibru inel
pentru verificarea filetului cepului imbinarii.
 lei
lei




5. Sanatatea
securitatea muncii
Prescriptii
referitoare la scule:
Sculele si uneltele de orice tip trebuie
sa fie in stare buna de lucru.
Sculele de mana vor avea minere din lemn bine
fixate. Nu este permis ca minerele sa fie crapate sau sa fie
legate cu sirma.
Sculele de lovit (minere, ciocane) ca si cele care
sunt lovite (pene, dalti) nu trebuie sa aiba capetele deformate.
La taierea si retezarea pieselor dure
sunt obligatorii paravanele de protectie.
Clestii vor avea falcile complet
suprapuse.
Cheile mecanice trebuie sa corespunda
dimensiunii piulitelor.
Sculele vor fi protejate in timpul transportului
Folosirea sculelor electrice este permisa
numai daca sunt legate la pamint si muncitorul are echipament de
protectie.
Folosirea uneltelor pneumatice se face numai
dupa ce s-a controlat etanseitatea instalatiei iar in timpul lucrului
trebuie sa se poarte ochelari si masti de protectie.
Masuri
de protectia muncii in activitatile de masini-unelte:
La operatia de prelucrare a materialului cu
ajutorul masinilor unelte (strunjire, frezare, debitare, verificare, ambutisare)
accidentele de munca se datoreaza in principal riscurilor mecanice
generata de:
organele
de masini in miscare, care pot provoca accidente, datorita
antrenarii, strivirii, forfecarii, taierii, prinderii
proiectarea
de corpuri sau particule
spatiile
periculoase din constructia si amplasarea masinilor care nu
permit efectuarea operatiilor de descriere , intretinere si
reparatii in conditii de siguranta
Principalele masuri generale de protectia
muncii care vor fi respectate in
activitatile cu masini-unelte sunt:
oprirea
masinilor unelte la schimbarea dispozitivelor, la fixarea si
scoaterea pieselor, la depanarea, curatirea, ungerea si
inlaturarea aschiilor sau la plecarea de linga masina
folosirea
ecranelor, dispozitivelor de protectie, ochelarilor sau a altor mijloace
individuale de protectie
intretinerea
mastii, locului de munca si a sculelor in perfecta
stare tehnica si de curatenie
verificarea
starii tehnice a masinii, utilajului, sculelor si dispozitivelor
atit inainte cit si dupa incetarea lucrului si anuntarea la
predarea schimbului a tuturor defectiunilor constatate.
Prescriptii specifice:
La executarea nituirii trebuie sa se poarte
echipament de protectie contra scinteilor si zgurii.
La sudura este obligatorie folosirea
mastii. Echipamentul electric trebuie bine izolat
Tuburile de oxigen vor fi amplasate departe de
locul de munca, iar la robinete este interzis cu desavirsire
sa se umble cu mina sau cu cirpa murdara de ulei.
Generatoarele de acetilena vor fi amplasate la
cel putin 5 m
de locul de munca.
Furtunurile trebuie sa fie in perfecta
stare.
La executarea imbinarilor cu surub se vor
folosi numai chei normale fara intarituri.
La montarea penelor prin batere cu ciocanul, penele
se vor tine cu clestii.
La montarea rulmentilor sau a transmisiilor cu
lant se va evita zona angrenarii in momentul invirtirii acestora.
La montarea mecanimelor pentru transformarea
miscarii se va evita zona in care piesele au o miscare
relativa una fata de cealalta.
La efectuarea probelor de presiune cu apa se
vor monta paravane de protectie, iar la proba cu aer se va delimita zona
periculoasa unde accesul este interzis cu desavirsire.
P.S.I
Masuri
si mijloace de prevenire a incendiilor si exploziilor:
Mijloacele de prevenire a incendiilor, a intinderii
si propagarii lor, trebuie luate in considerare de la proiectarea
si asamblarea constructiilor pina la executia si
exploatarea lor si anume:
inlaturarea
eventualelor cauze de provocare a incendiilor si exploziilor, prin
proiectarea procesului tehnologic
evitarea
formarii in halele de productie a amestecurilor explozive, a
formarii de pulberi fine, a aruncarii de la inaltime, se
recomanda curatirea in mod periodic a prafului de pe utilaje
si de pe toate partile incarcate cu electricitate
statica
marirea
umiditatii relative a aerului, acolo unde produsele permit
proiectarea
instalatiilor electrice tinind seama de gradul pericolului de
incendiu pe care il prezinta constructia, datorita materialului
din care este executata si a procesului tehnologic care are loc in
constructie
prevederea
in depozitele de materiale combustibile a instalatiilor speciale de
declansare automata a stropirii cu apa, in momentul
ridicarii temperaturii din cauza izbucnirii unui incendiu in acelasi
timp semnalizindu-se si chemarea formatiei de pompieri
amenajarea
unor spatii pentru fumat, in incinta unde fumatul nu este permis
instalarea
de scari de incendiu, guri de apa, cu utilajul necesar (furtunuri cu
lance, pompe).
6. Comanda in auto CAD
Lansarea in executie, ecranul AutoCAD
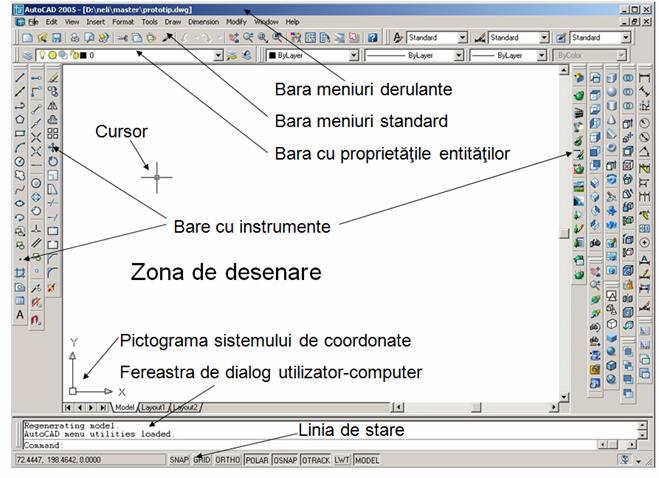
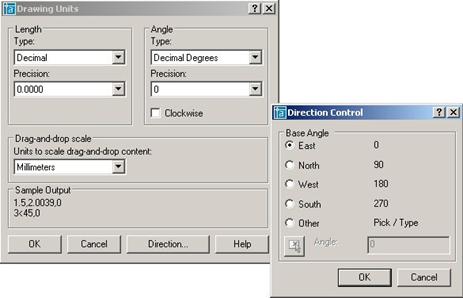
Stabilirea unitatilor de masura

Lansarea
comenzilor
TDe la tastatura,introducand numele
comenzii sau prescurtarea numelui in linia de comanda
TUtilizand chei sau taste functionale
TDin meniul derulant
TDin barele mobile cu instrumente
Desenul prototip
Este un
fisier de desen (nume.dwg) care contine o serie de setari:
limite, unitati, layere, stiluri de text, stiluri de cotare etc)
Taste functionale
In AutoCAD
exista o serie de taste care, activate, schimba starea desenului
Esc
Apasarea acestei taste anuleaza orice comanda in curs
F1
Activeaza caseta de dialog AutoCAD Help
F2 Comuta
ecranul grafic in ecran text si invers
F3
Activeaza / dezactiveaza modurile OSNAP
F5 Schimba
succesiv planele izometrice Top, Right, Left
F6
Activeaza / dezactiveaza afisarea dinamica a coordonatelor
cursorului in linia de stare
F7 -
Activeaza / dezactiveaza modul GRID
F8 -
Activeaza / dezactiveaza modul ORTHO
F9 -
Activeaza / dezactiveaza modul SNAP
F10 -
Activeaza / dezactiveaza modul POLAR
F11 -
Activeaza / dezactiveaza modul Object Snap Tracking
Enter -
1) Badut M., (2004)Auto CAD-ul in trei timpi, Bucuresti,
Polirom;
2) Drobota V., s.a, (1993), Organe de masini si mecanisme,
Bucuresti, Editura Didactica si Pedagogica;
3) Drobota V. s.a, (1992), Rezistenta materialelor si organe
de masini, Bucuresti, Editura Didactica si
Pedagogica;
4) Frey D., AutoCAD 2006 pentru incepatori, Bucuresti, Editura Teora;
5) Gheorghe G. si colectiv, (1974), Probleme de rezistenta a
materialelor si organelor de masini, Bucuresti, Editura
Didactica si Pedagogica;
6) Gheorghe I., (1997), Tehnologia asamblarii si montajului, Bucuresti,
Editura Didactica si Pedagogica;
7) Harrington, D., AutoCAD 2005, , Bucuresti, Editura Teora;
8) Husein Gh., (1995), Desen tehnic de specialitate, Bucuresti, Editura
Didactica si Pedagogica;
9) Mitrea S. S. s.a, (1994), Protectia muncii, Bucuresti,
Editura Didactica si Pedagogica;
10) Omura, G., AutoCAD 2006, AutoCAD2006 LT pentru incepatori,
Bucuresti, Editura ALL;
11) Pavelescu, M., ( 2002), Sisteme de transmitere a miscarii,
Bucuresti, EDP;
12) Pavelescu, M.,(2002) Asamblari mecanice, Bucuresti, EDP;
13) Simion I., Auto Cad 2006,Bucuresti, Editura Teora;
14) Site-uri internet.
Anexe:Reper: Arbore
FISA
TEHNOLOGICA
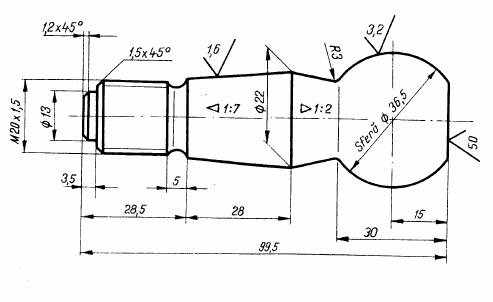
Material: 41 MoCr11
PROCES TEHNOLOGIC
|
Nrcrt
|
Operatii
tehnologice
|
T
|
K
|
NT
|
Scule
|
Dispozitive
|
Verificatoare
|
Masini
|
|
1
|
Debitare
|
2
|
1,5
|
3
|
Ransa
|
Menghina
|
Metru
|
fierastrau
|
|
2
|
Strunjire
frontala centruire
|
7
|
1,5
|
10,5
|
Burghiu/cutit
|
Universal
|
Subler
|
SN 400
|
|
3
|
Strunjire
cilindrica degrosare
|
4
|
1,5
|
6
|
Cutit
|
Varfuri de
centre
|
Subler
|
SN 400
|
|
4
|
Strunjire
cilindrica finisare
|
15
|
1,5
|
22,5
|
Cutit
|
Varfuri de
centre
|
Subler
|
SN 400
|
|
5
|
Strunjire
degajare,tesire
|
4
|
1,5
|
6
|
Cutit
|
Varfuri de
cantre
|
Subler
|
SN 400
|
|
6
|
Strunjire conica
|
10
|
1,5
|
15
|
Cutit
|
Varf de centrare
|
Sablon
|
SN 400
|
|
7.
|
Frezare
|
15
|
1,5
|
22,5
|
Freza
|
Prisme cleme
|
subler
|
Fus 320
|
|
8.
|
Rectificare
|
10
|
1,5
|
15
|
Disc abraziv
|
Varfuri de
centre
|
Subler
micrometru
|
Masina de rectificat
|
|
9.
|
Control
|
5
|
1,5
|
7,5
|
|
|
Subler,micrometru
|
|
|
TOTAL
|
72
|
1,5
|
108
|
|
|
|
|
Clasa: XIII
ELEV COVACEAN CORNEL
|
PLAN DE OPERATII
Denumire reper Ax
|
|
Masina: STRUNG NORMAL SN 400
|
Operatia:
Strunjire frontala
centruire
|
Nr.
oper.1
|
|
Schita operatiei 
|
Dispozitive
UNIVERSAL
Material:
41 MoCr11
|
|
|
Nr.
fazei
|
Denumire faza
|
Scule
|
Verificatoare
|
|
1
|
Fixat semifabricat in universal
|
|
|
|
2
|
Strunjire fata dreapta frontal
|
Cutit
|
Subler
|
|
3
|
Centruit A4
|
Burghiu
|
|
|
4
|
Desprins intors
|
|
|
|
5
|
Strunjit fata stanga frontal
|
Cutit
|
Subler
|
|
6
|
Centruit A4
|
Burghiu
|
|
|
7
|
Control
|
|
Subler
|
|
|
|
|
|
|

