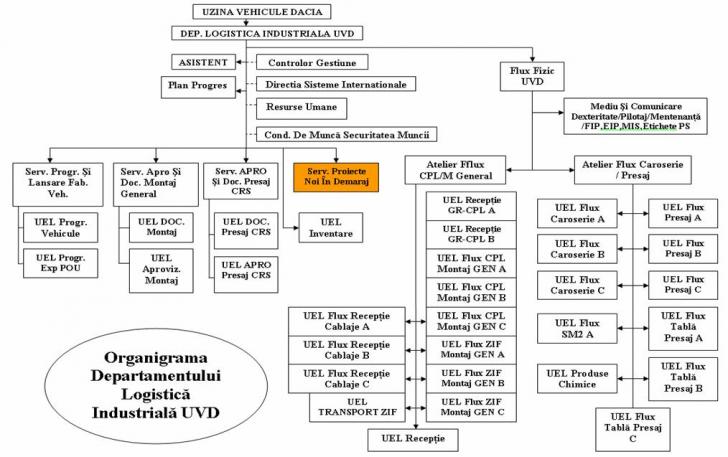
2.2. Departamentul Programare/Organizare
Seful departamentului este Aurelian
BLANATUI. Departamentul asigura si anima
Planificarea si Programarea Sistemelor Industriale Dacia si la
furnizori, pentru a satisface cererea comerciala privind disponibilitatea
produselor, a volumelor, a diversitatii si termenelor
de livrare catre clienti pentru vehicule noi si derivate
X90/X79.
2.3 Departamentul Transport
Piese si Vehicule
Seful departamentului este Stefan
GAIBU.
2.3.1.Centrul
Expeditii Vehicule.
Dupa ce vehiculul nou iese din
procesul de fabricatie, acesta trece prin mai multe etape logistice (MADC
- receptie, stocare, programare, destocare, documente expeditii,
distributie; MADT - control, transfer de responsabilitate;
Transport - rutier, feroviar, maritim - port de tranzitie; Concesionar).
Fiecare etapa este masurata printr-o serie de indicatori de
Cost, Calitate, Termene, (CQD) cum ar fi: cost de functionare, calitatea
la MADC - stocare - MADT, fiabilitate MADA, taxa de avarii.
Stocajul standard de vehicule noi in CLE (Centrul Logistic de Expeditii)
Dacia este de peste 8 500 de vehicule.
Numarul de vehicule expediate in anul
2009 a fost de 293 283, din care 37 484 vehicule catre 77
concesionari din Romania si 255 799 vehicule expediate la
export (64 destinatii).
2.3.2. Transport Amont
si Aval ILN
2.3.2.1.Serviciul Transport National,
Receptie administrativa si Performanta.
Asigura programarea, organizarea si
transportul marfurilor din perimetrul national, efectueaza
receptia administrativa pentru marfurile POE (piese fabricate in
exteriorul uzinei) si POI (piese fabricate in interiorul uzinei) si
animarea performantei activitatii de transport. Dirijeaza
fluxul de camioane pentru urmatorii clienti: UVD (uzina vehicule
DACIA), UMCD (uzina mecanica si sasiuri DACIA), ILN (International
Logistic Newtork), JCR (Johnson Controls), VALEO, APS (accepta piese
serie), RMR (Renault Mecanique Roumanie) si efectueaza receptia
administrativa pentru UVD (uzina vehicule DACIA), UMCD (uzina mecanica
si sasiuri DACIA) si RMR .
Compartimentul
asigura transportul cu aproximativ 2 600 camioane/luna pentru
fluxurile ZIF, 250 camioane/luna pentru fluxurile ZAF si 1 400
camioane/luna pentru fluxurile din Romania.
2.3.2.2. Serviciul Transport
Coordoneaza activitatea de tractare
marfuri pe calea ferata, asigurand transportul amonte si aval.
Acest compartiment asigura coordonarea si transportul pe calea
ferata a 350 de containere cu marfa/ luna pentru ILN
(International Logistic Newtork) si 3 000 t/ luna tabla, sub
forma de baloti standard si bobine.
2.3.2.3.Serviciul Gestionare si
Reparatii Ambalaj.
Asigura gestionarea fluxurilor de
ambalaje standard, dedicate si specifice pentru furnizorii POE (piese
fabricate in exteriorul uzinei) si POI (piese fabricate in interiorul
uzinei), urmarind respectarea livrarilor de ambalaje conform
solicitarilor de la furnizori. Efectueaza reparatii si
ambalaje specifice Dacia pentru clientii UVD (uzina vehicule DACIA), UMCD (uzina mecanica si sasiuri
DACIA), ILN (International Logistic Network), APS (acceptul
pieselor serie), RMR (Renault Mecanique Roumanie), JCR (Johnson Controls),
ambalaje standard Renault pentru furnizorii POE/POI (piese fabricate in
exteriorul uzinei)/(piese fabricate in interiorul uzinei) si pentru
fluxurile Sincron (baze rulante). Atelierul pentru reparatii isi
desfasoara activitatea pe o suprafata de aproximativ
480 m² si executa operatii de spalare, mecano-sudura
si vopsitorie in cadrul aceluiasi atelier.
2.3.2.4. UEL Transport Aval ILN.
Asigura organizarea si exploatarea
fluxurilor transport piese aval pentru clientii RIR ILN, transportul de la
Constanta a containerelor maritime de import pentru Dacia si
RIR ILN.
2.4. RENAULT INDUSTRIE
ROUMANIE - INTERNATIONAL LOGISTIC NETWORK
Directorul centrului RIR ILN este Alexandru
GIURGESCU.
RIR ILN Mioveni a fost infiintat in
2005 ca Platforma de export avand ca principala misiune aprovizionarea,
conditionarea si expedierea pieselor la clientii externi care fabrica
vehicule din familia X90. Initial, activitatea RIR a fost
organizata in cadrul Uzinei Dacia, dupa care s-a reorganizat pe un
nou amplasament, cel de astazi, din afara Platformei Industriale Dacia.
Platforma logistica RIR ILN a demarat cu exportul catre 3
clienti: Rusia, Maroc si Columbia, ajungand, la un an de la
infiintare, sa gestioneze exportul de componente pentru
fabricatia de vehicule in 8 uzine din sapte tari: Rusia,
Africa de Sud, Iran (2 uzine), Brazilia, Columbia, Maroc si India. La
acestea se adauga in prezent inca 3 clienti noi: Honmoku
Japonia, GTF si Secma Franta. In anul 2007, ILN RIR a
fost atestat conform standardelor Renault si a inceput procesul
de optimizare in vederea cresterii performantelor acestuia:
Informatii generale despre centrul
RIR ILN:
·
Investitii 2005-2008: 22,3 M
·
Suprafata teren: 150 000 mp
·
Suprafata construita: 36 000 mp
Cifre cheie :
|
|
|
|
|
|
|
|
Echivalentul masinilor expediate
|
|
|
|
|
|
|
Metri cubi expediati
|
|
|
|
|
|
|
Efective ILN
|
|
|
|
|
|
Platforma RIR gestioneaza cca 8000 de
referinte, acestea reprezentand piese necesare fabricarii vehiculelor in
diverse versiuni din familia X90: Logan, Sandero, PickUp. Pentru a asigura
aceste piese, centrul RIR este in contact permanent cu 306 furnizori, din care
83 sunt localizati in Romania si 223 sunt in afara Romaniei.
III.
DESCRIERE PROCESE LOGISTICE DEMARAJ PROIECTE NOI
Procesul reuneste totalitatea activitatilor legate de un nou
proiect , implicand si actorii DPO (Departamentul Programare Organizare ).
DPO conduce punerea in convergenta a asteptarilor la
trecerea jaloanelor calitatii cu animarea transversala a
meseriilor implicate .
Ce
este un demaraj industrial ?
Pentru a se adapta nevoilor si
exigentelor reglementate de piete, Renault realizeaza
evolutia produselor sale.
Fiecare evolutie
realizeaza obiectivul unei linii de demaraj industrial:
- proiecte noi de
vehicule ;
- versiuni
derivate - sunt evolutii ale produsului ce tin cont si de prestatia la client ;
- modificarea
produselor nesesizabile de catre client, necesitand o jalonare de calitate
si un pilotaj specific .
Animarea acestor demaraje este
realizata de Pilotul Demarajului Industrial, cu Responsabilul Demaraj Proiecte Noi si Responsabilul Fabricantului .
Procesul descrie animarea
demarajelor industriale a noilor vehicule de catre serv Proiecte Noi in Demaraj.
Preluarea
responsabilitatii realizarii proiectului de catre Uzina se face dupa trecerea jalonului
ENVU (Intrarea Noului Vehicul in Uzina), dar trecerea este o procedura dinamica
de colaborare intre actorii DIV(directia inginerie vehicule) si DIVD
(directia inginerie vehicule DACIA).
Pilotarea activitatilor
descrise urmareste realizarea unor demaraje conform jaloanelor
proiectului, fara realiniere si o comercializare reusita.
3.1 Prezentarea procesului
1.
Obiective :
- obiectivele
procesului sunt :
animarea
termenelor proiectului de vehicul ;
obtinerea
AF (Acord de Fabricatie), la data asteptata ;
asigurarea
reusitei planului de comercializare.
2. Modalitati de aplicare
Acest proces se aplica de fiecare data cand un nou vehicul, o
noua faza sau o reindustrializare este pusa in functie; tot
proiectul necesitand o jalonare DQ - (Directia Calitatii).
Modalitati
de punere la zi
Procesul este legat de evolutia strategiei Renault si de constrangerile
temporare ale proiectului. Angajamentele pe termen mai scurt vor implica poate
noi metode de lucru.
Refacerea sistemelor de informatii si a indicatorilor folositi
impacteaza in aceeasi
masura metodele deschise.
Punerea la zi a acestor procese sunt validate de catre DPO .
Perimetrul
functional
Perimetrul functional este urmatorul:
- procesul este
declansat de trecerea jalonului ROP (Realizare Utilaje de Proiect) de
catre un nou proiect si de stabilirea actorilor DPO ;
- procesul se
finalizeaza cu trecerea proiectului in viata de serie, implicand
punerea in functie a proceselor
industriale si instantelor de
gestiune a seriei.
Limitele
perimetrului functional
Animarea termenului de proiect in fazele de debut este responsabilitatea ingineriei DIV
(Directia Inginerie Vehicule).
Trecerea responsabilitatii privind aprovizionarea cu piese la DL
(directia logistica) este asigurata dupa jalonul ENVU.
Serviciul programare si distributie vehicul din cadrul DPO , este reponsabil de luarea in calcul a
programarii noilor proiecte.
Acest proces se sprijina pe numeroase procese sau documente de
organizare.
Circuitul de descriere ramane macroscopic, fiind necesar de a se referi cateodata la procesele de
baza mai detaliate pentru obtinerea unor precizii.
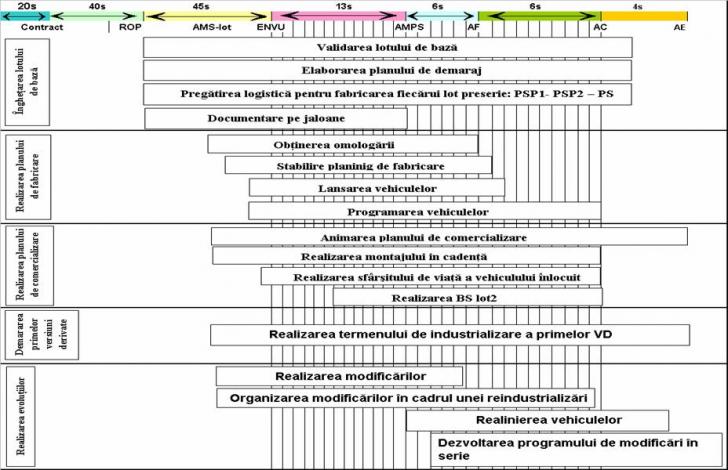
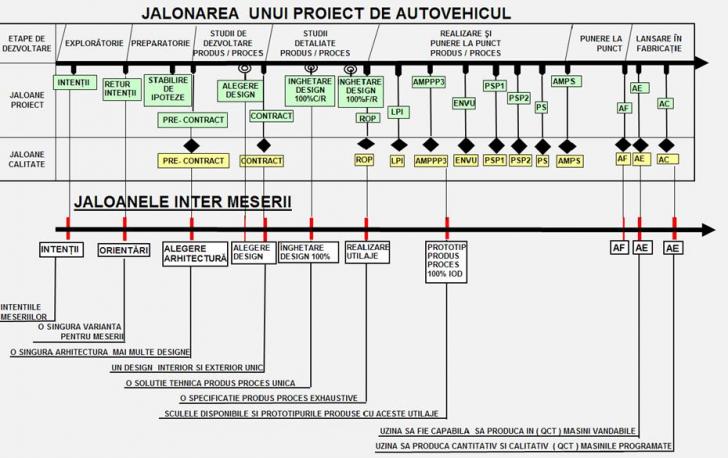
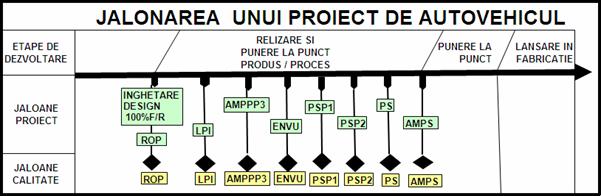
IV. JALONARE
PROIECT AUTO NOU
4.1. Intentii
Intreprinderea decide lansarea unui
proiect in fata unui client cunoscut. Sunt identificate tintele
clientului, produsele fundamentale asociate si profiturile asteptate.
Puncte cheie:
4.1.1 Asteptarile client
si scenariile produselor sunt identificate.
- sunt identificate domeniile diferentiate;
- asteptarile specifice
vehiculelor de societate sunt cunoscute (in Europa);
- descrierea sintetica a vehiculului
si raspandirea dimensiunile structurale
- tabloul concurential este
descris;
- vehicule concurentiale vandute
pe plan local sunt identificate;
- fundamentele sunt ierarhizate
si aspectul dimensional este precizat;
- nivelul de performante GMP
dorit pentru fiecare piata este exprimat.
4.1.2 Design-ul raspunde la
cererea produsului si identifica panorama concurentiala.
- design-ul raspunde la cererea
produsului, propunand mai multe versiuni derivate;
- panorama concurentiala
din punct de vedere a fundamentelor automobilului este definita.
4.1.3 Ipotezele incasarilor
sunt realizate.
- volumele de comercializare,
ipotezele mijloacelor comerciale fixe si variabile, preturile de
tranzactie sunt determinate pe regiuni;
- previziunea incasarilor este
construita.
4.1.4 Descriptia tehnica este realizata.
- elementele dimensionate pentru
alegerea platformelor ale caror caroserii sunt documentate;
- identificarea maselor
tintelor vehiculului in raport cu concurenta;
- lista de GMP candidate este
realizata si partajata cu produsul;
- tinta numarului total de
piese si a numarului de piese de realizat este definita.
4.1.5 Strategia industriala
este documentata.
- lista siturilor industriale este
stabilita.
4.1.6 Tinta economica este
limitata.
- suprafata de lucru este
definita.
4.1.7 Planing-ul este distribuit.
- un planing strategic proiect
(PSP-preserie probatorie) este stabilit;
- planing-ul activitatilor
pana la jalonul Retur Intentii este construit.
4.1.8 Proiectul este structurat.
- un proiect de baza este
consultabil in legatura cu coordonatele actorilor;
- resursele necesare pana la
jalonul Retur Intentii sunt realizate;
- planing-ul si organizarea
reuniunilor sunt formalizate.
4.2. Retur Intentii
Lansarea convergentei cu privire la definitia unui singur concept.
4.2.1 Tintele clientilor si scenariile produselor sunt
definite.
- sunt realizate studii etnografice;
- tintele de referinta (ale clientilor) sunt detaliate;
- specificatiile produsului pe piata potentiala sunt
indentificate;
- conditiile de folosire pe piata sunt definite.
4.2.2 Valoarea prestatiilor cheie din proiect a fost estimata.
- potentialul valorilor diferentiate este cuantificat.
4.2.3 Ipotezele incasarilor sunt confirmate.
- volumele de comercializare pe regiune sunt confirmate;
- ipotezele mijloacelor comerciale fixate si variabile pe regiune sunt
confirmate;
- preturile de tranzactie pe regiune sunt confirmate.
4.2.4 Design-ul furnizeaza o prima traducere a fiecarui concept
retinut.
- o vizualizare a fiecarui concept, Design-ul este prezentat (machete,
filme);
- dimensiunile fundamentale ale vehiculelor concurentiale sunt masurate;
- alocarea costului Design- este definita pentru versiunea de
baza, apoi arbitrajului directorului de program porneste de la
articolele Design-ului cifrate comparate cu ale concurentei.
4.2.5 O descriptie tehnica este realizata.
- planurile de intentie pentru concept sunt stabilite si unite cu
inceputurile obiectelor fundamentale ale autovehiculului;
- bilantul demonstrarilor de concept este stabilit;
- studiul de fezabilitate a inovatiilor pentru continuarea procesului
este confirmat;
- alegere platformei este realizata;
- numarul total de piese si numarul total de piese derivate
(de realizat) este definita de la jalonul intentii;
- inovatiile potentiale sunt identificate si planurile de
actiune sunt puse in aplicare.
4.2.6 Strategia industriala este documentata.
- valoarea cumparaturilor este stabilita in raport cu
furnizorii potentiali;
- ipotezele de localizare a siturilor industriale Renault si
furnizorii sunt partajate;
- dosarul tehnico-economic de afectare este realizat;
- planing-ul de baza al lotului 0 este realizat.
4.2.7 Tintele de calitate ale proiectului sunt cunoscute.
- tintele calitatii proictului sunt validate si prezentate
la proiect (pentru pietele potentiale).
4.2.8 Tinta economica este cunoscuta.
4.2.9 Planing-ul este difuzat.
- planing-ul strategic al proiectului este oficializat ca referinta;
- Master-planing-ul de dinainte este realizat pana la Pre-contract;
- resursele necesare pana la jalonul Stabilire concept, sunt puse
la dispozitia proiectului.
4.3. Stabilirea conceptului
Intreprinderea alege conceptul de
dezvoltare
4.3.1 Tinta client este unica, impreuna cu USP-urile (puncte
unice de vanzare).
- tinta client de referinta si tintele principale ale
pietei sunt confirmate;
- conditiile de dezvoltare ale pietelor sunt confirmate si
partajate;
- ipoteza de acoperire a caroseriilor este confirmata.
4.3.2 Valoarea conceptului este estimata.
- elemente de baza sunt scoase in evidenta prin analiza valorii
client cu scopul de a sustine eventualele arbitraje;
- valoarea conceptului ca ansamblu de elemente de baza este
comparata cu a unui vehicul existent.
4.3.3 Comerciantul accepta strategia produsului, iar ipotezele incasarilor
sunt actualizate.
- volumele de comercializare pe regiuni sunt actualizate;
- pretul de tranzactie este actualizat;
- previziunea incasarilor.
4.3.4 Conceptele sunt pozitionate in raport cu fundamentele
vehiculului si alegerea design-ului.
- design-ul furnizeaza un contur de cautare statistica in
aprecierea conceptului;
- fiecare concept este calificat;
- limitele si pragurile unei perceptii bune ale automobilului
sunt stabilite.
4.3.5 Deschiderea tehnica este realizata.
- planurile de intentii pentru concept sunt realizate si coerente
cu valorile automobilului ;
- alegerea inovatiilor este realizata.
4.3.6 Strategia industriala este documentata.
- schema de referinta este fixata;
- lista de mijloace si procese industriale este definita;
- planul de baza al lotului 1 este validat;
- planul de baza al lotului de piese reprezentativ este construit si
partajat.
4.3.7 Tintele calitatii proiectului sunt cunoscute.
4.3.8 Planing-ul este difuzat.
4.3.9 Proiectul este structurat.
4.4. Pre-Contract
Se hotaraste
asupra fezabilitatii QCD (calitate, costuri, termene) proiectului.
4.4.1 Produsul este definit, valorificat la concurenti si partajat
pe toate meseriile.
- raspunsul meseriilor este in concordanta cu cererea
produsului;
- numarul, tipul si planing-ul de realizare a seriilor limitate pentru
animarea in viata serie sunt definite si partajate cu ajutorul
comerciantului;
- bugetul specific pentru animarea la serie a fost hotarat cu ajutorul
programului;
- competivitatea versiunii pivot in raport cu concurentii de
referinta este evaluata de o analiza a valorii integrate;
- este stabilita legatura intre pret, volume-tinta
si competivitate.
4.4.2 Piata actualizeaza ipotezele biroului de incasari.
- tintele pentru meseriile service sunt definite;
- pre-contractul pieselor si accesoriilor este semnat;
- ipotezele mijloacelor comerciale fixe si variabile pe regiune sunt
actualizate;
- preturile tranzactiei sunt actualizate.
4.4.3 Strategia industriala este stabilita.
- acordul principal este semnat intr-un cadru de parteneriat;
- pre-contractul industrial este re-semnat;
- toate piesele sunt distribuite in loturi;
- furnizorii prevazuti sunt numiti;
- pre-contractul logistic este re-semnat.
4.4.4 Planing-ul este semnat /validat.
- planing-ul de baza al proiectului de la pre-contract la ROP (realizare
utilaj de proiect) este semnat in concordanta cu definitia
lotului de baza;
- atat prima editare a lotului de baza cat si completarea lui
sunt elaborate.
4.4.5 Ecuatia economica este respectata.
- costurile de vanzari la pre-contract sunt coerente cu obiectivul
proiectului;
- investitiile sunt coerente cu obiectivul economic.
4.4.6 Definitia tehnica este protejata.
- plan de referinta (lista de cote standard) este re-semnata;
- lista de piese noi cat si cele de piese reconduse este validata
de catre meserii;
- fezabilitatea QCD a inovatiilor este realizata;
- organele mecanice ale loturilor de baza sunt definite.
4.4.7 Proiectul este organizat.
- echipa proiectului este constituita;
- responsabilii de aparaturi cu GFE (grup functional elementar) si
SQF (serviciul calitatii furnizorilor), sunt desemnati.
4.5. Studiul utilajelor
Se realizeaza autorizarea
studiului utilajelor si aprovizionarea pentru realizarea utilajelor pe
termen lung.
Obtinerea numelui furnizorilor de utilaje retinuti pentru
furnizor de piese.
Analiza propunerilor detaliate cu privire la utilaj
Contactarea potentialilor furnizori de utilaje si linii de
asamblare.
4.6. R.O.P (realizare utilaj de proiect)
Autorizarea realizarii utilajelor
si mijloacelor de proiect.
4.8.1 Definitia tehnica
este realizabila:
- design-ul a fost stabilit;
- cotele functionale majore din
punct de vedere geometric sunt definite;
- jalonul DOC3 este pronuntat;
- contractele organelor mecanice
ale laturii de baza sunt semnate;
- planul de referinta la
ROP este re-semnat.
4.8.2 Rezultatele planului de
validare al produsului sunt conforme asteptarilor:
- planurile de validare ale unor
functii si sisteme sunt conforme cu planing-ului;
- planurile de validare ale
diagnosticabilitatii sunt diferite.
4.8.3 Fezabilitatea
previzionala a produsului este coborata.
4.8.4 Definitia mijloacelor de
fabricare Renault este validata:
- contractele industriale pe meserii
sunt semnate;
- capitolele logistice ale
contractelor industriale sunt semnate;
- acorduri tehnice de sfarsit
de stadiu ale mijloacelor prevazute sunt pronuntate;
- mijloace de control asociate la
mijloace de fabricare sunt definite;
- mijloace capacitare de control al
calitatii de fabricare sunt definite.
4.8.5 Coerenta planing-urilor:
- toate piesele de diverse
marimi au o data planificata de lansare a utilajului;
- planing-urile de
referinta ale furnizorilor sunt re-semnate de catre Renault;
- planurile de trecere in
productie a furnizorilor de piese sunt acceptate de Renault.
4.7. DOCUMENTATIE DOC AMONT
LISTA DE PIESE IMPACTATE (LPI)
LPI
- o baza de acces alimentata de catre LUP si
semnata;
- o baza documentata cu acces controlat;
- fisiere pe familie de vehicul;
- un fisier instrument;
- calendare ale seriei pe gama;
- indicatori;
- documente explicative ale procesului, ale modului de operare si ale
LUP.
LUP- lista unica de probleme
Poate fi utilizat in toate domeniile si
meseriile auto:
LUP PRO
destinat punerii in comun la nivelul proiectului, a setului de probleme;
LUP ECO-
instrument de animare a planurilor economice ale proiectelor;
LUP QC-permite
aducerea unui raspuns rapid si apropiat problemelor avand un impact
asupra calitatii-client;
LUP EP-
destinat formalizarii cererilor de evolutie a produsului (in sensul
piesa=vehicul);
LUP SER-
pentru gestiunea problemelor procesului .
LPI - standardizeaza practicile pe
ansamblul familiilor de vehicule;
editeaza
indicatori;
formalizeaza
asteptarile unui instrument Industrializare ;
este
alimentata de catre LUP si apoi semnata;
se
imbogateste cu date de animare si decizii ale procesului-
COMAP, Plan de sarcini;
regrupeaza
referintele impactate documentar in LUP, apoi cele ale DEVO-ului (Evolutie
Dosar) in legatura cu fiecare din problemele LUP;
restituie informatii necesare sub
forma de vizualizari, la fiecare etapa a jalonarii unui
proces de schimbare;
formeaza in special lista de probleme
LUP;
editeaza
planing-ul volumelor si a datelor de fabricatie a preseriilor;
pune
la dispozitia tuturor actorilor informatiile de baza
este
imperativul salvarii fisierului inainte de a-l deschide pentru toate
consultarile sau modificarile ;
un
numar restrans de persoane este autorizat de a modifica fiserul LPI;
are o
aplicare birotica care nu prezinta securitatea unei aplicatii
industriale.
Indicatorii rezultatului si
procesului sunt realizati pornind de la LPI si sunt pusi la
dispozitie.Cuprind IQP-urile transmise de catre DLI-urile
uzinelor.Acestia sunt destinati difuzarii conform unei periodicitati
definite, dupa fiecare proiect si directiunile uzinei.
COMODIF este instanta care gestioneaza totalitatea modificarilor
pe perioada vietii unui vehicul:
realizeaza
animarea structurala si
regulata, de la inceput pana la stabilirea structurii sale;
prezinta
grupul de actori impactati (Director de Proiect, DIVD, IAQ, Pilot de
modificari . ).
4.8. DOCUMENTATIE DOC AVAL
Difuzare
LPI etape si asteptari
1 Verificare LPI.
Verificare
cantitativa = daca sunt specificate referintele pentru
fabricarea tuturor vehiculelor din lotul de baza ;
Verificarea calitativa = daca sunt
specificate corect toate referintele;
Verificarea
apartenentei fiecarei
referinte POE/POI/POU;
Verificarea
documentatiei amont.
Verificare
daca fiecare referinta are triplet :
Furnizor Piesa Client;
Verificare
daca documentatia in sistemul GPI este OK;
Verificare
daca CAP este OK / daca nu animarea cumparatorilor pentru
realizare;
Verificare
daca ambalajul este documentat ;
Informare
serviciu transporturi pentru creare de parcurs / transport pentru furnizorii
noi;
3. Lansarea de
comenzi catre furnizori in conformitate cu numarul de vehicule
lansate si definitia tehnica specifica fiecarui
vehicul.
3.1 Consultarea
si animarea furnizorilor cu privire la capacitatea si disponibilitatea
acestora de a livra la termenul si in cantitatea comandata
3.2 Organizarea
si comanda de transport pentru piesele specifice POE/POI;
3.2.1 Transport
utilizand circuite de serie;
3.2.2 Transport
utilizand circuite hors serie;
4. Animarea
/pilotarea furnizorilor care nu confirma livrarea la termenul cerut sau in
cantitatea ceruta.
4.1.Organizarea/pilotarea
de reuniuni intre Frunizor Directia cumparari Directia
Logistica Serviciul Proiect nou in demraj B.E (birou de studii).
5.Receptia
reperelor.
5.1 Verificarea
conformitatii acestora:
-
cantitativa prin serviciul PND;
- calitativa
prin serviciul SQF;
5.2 Inventarierea
si stocarea acestora.
6. Pregatirea
logistica pentru fabricarea fiecarui lot preserie : PSP1-PSP2-PS
(conform cu jaloanele proiectului).
6.1 Realizarea de
colectii cu piesele specifice necesare pentru fiecare vehicul de fabricat;
6.2 Dupa
fiecare lot fabricat piesele ramase in stoc se caseaza, astfel incat
lotul urmator sa se realizeze cu piese de generatie noua (ultima
definitie tehnica).
7. Pregatirea
LPI si DOC AVAL pentru transferul la serie.Dupa fabricarea ultimului
vehicul PS se trece la etapa de pregatire a fiecarei piese pentru
transferul la serie.
Etape
pregatitoare :
7.1 Verificare
daca sunt OK: - triplet;
- CAP;
- Documentatie in GPI;
- Ambalaj;
- solutie logistica serie;
-
solutie logistica transport ;
- inventare in GPI;
- parametraje in S.I;
7.2 Lansarea cererii de transfer;
7.2.1 Schimbarea
codului TGP Demaraj la Serie;
7.2.2 Lansarea de
comenzi in regim serie;
4.9. ENVU (intrarea noului vehicul in uzina)
Autorizarea fabricatiei in uzina a vehiculelor destinate finalizarii
punerii la punct a produsului.
4.9.1 Calitatea client obtinuta este pe o traiectorie
prevazuta.
- rezultatele AVES sunt conforme cu obiectivele;
- primul plan de fabricatie este favorabil.
4.9.2 Produsele livrate si acceptate de catre Renault sunt
conforme referentialului IOD si specificatiilor pentru PSP
(preserie preparatorie).
- POE receptate de catre uzina sunt acceptate pentru montarea PSP
.
- rapoartele de control ale POE , sunt acceptate de Renault;
- POE , sunt fabricate pe situl serie cu mijloace de serie.
4.9.3 Traiectoria montarii in cadenta conform proiectului
este respectata.
- aptitudinile mijloacelor furnizorilor sunt conforme cu obiectivele;
- bilantul de conformitate a geometriei vehiculului si caroseriei
este conforma obiectivului.
4.9.4 Documentatia este realizata fara retinere.
- fisele DCL (descrierea conditiilor logistice), sunt
documentate;
- planul de referinta serie este resemnat.
4.9.5 Uzina este de acord cu fabricarea.
- piesele de schimb ale mijloacelor de productie prevazute sunt
disponibile;
- sistemele de informatii si echipamente informatice sunt in functie
si operationale conform planing-ului;
- logistica de aprovizionare si fluxul intern sunt operationale
si au in evidenta montajul in cadenta.
4.9.6 Validarile produsului/procesului/service sunt realizate
fara puncte ridicate.
- planurile de validare prevazute sunt realizate.
4.9.7 Planing-ul proiectului este respectat.
- plan de demaraj industrial (pornind de la PSP) este la zi si in
concordanta cu nevoile proiectului.
4.9.8 Proiectul este organizat pentru montarea PSP in uzina.
- protocolul de demaraj este contractual si necesar;
- organizarile si resursele pentru gestiunea modificarilor
sunt operationale.
4.9.9 Uzina este pregatita pentru primirea proiectului.
- mijloacele prevazute in uzina sunt in functie;
- piesele de schimb a mijloacelor de productie prevazute sunt
disponibile;
- functiile suport sunt organizate si operationale conform
machetei efective si planing-ului;
- planurile de actiune inscrise in nota de acord a jalonului precedent
sunt realizate in uzina.
4.10. AMPS ( acord
montaj pre-serie)
Autorizarea fabricatiei vehiculelor preserie in conditii de
serie.
4.10.1 Calitatea client obtinuta este pe traiectoria
prevazuta.
- rezultatele AVES sunt conforme cu obiectivele ;
- rezultatele de evaluare QP(calitate proces) sunt conforme
obiectivelor ;
- bilant de fiabilitate anduranta este favorabil ;
- seria de rulaj este definita
si organizata.
4.10.2 Produsele acceptate de serie livrate si receptionate
de Renault sunt conforme specificatiilor.
- produsele receptionate sunt acceptate de serie ;
- raport de control ale POE sunt acceptate de Renault;
- bilantul de conformitate geometrica vehicul-caroserie-piese
este conform cu obiectivele.
4.10.3 Produsul este validat, certificat si omologat.
- preconizarile furnizorilor despre utilizarile pieselor de
catre Renault, sunt luate in seama;
- calibrarile si softurile sunt validate ;
- produsul este acceptat ca design ;
- in spatiul international omologarile sunt realizate si
rezultatele sunt conforme obiectivelor ;
4.10.4 Uzina incepe fabricarea conforma.
- mijloacele prevazute in uzina sunt operationale fara
puncte de blocare pentru securitatea personalului ;
- rezultatele indicatorilor de protocol ale ambalajelor sunt conforme.
4.10.5 Logistica este operationala.
- echiparea ambalajelor este
realizata conform planing-ului ;
- fluxurile logistice de piese si ambalaje interne / externe sunt
operationale ;
- sistemul logistic de distributie este organizat pentru satisfacerea
planului de comercializare.
4.10.6 Nevoile si prestatiile sunt definite.
- tarile si-au exprimat nevoile lor in lansarea vehiculului
in termene si volume ;
- referintele pieselor de schimb sunt specifice si documentate in
sisteme informatice documentare ;
- vehiculele BS (nevoi speciale) lotul numarul 1, sunt livrate catre
meseriile clientilor (brosuri, formatii comerciale si
tehnice, companii publicitare), conform planing-ului fixat ;
- lotul numarul 2 de BS, al tarilor este definit cu
exigente de datele MADC.
4.10.7 Planing-ul proiect este respectat.
- plan de demaraj industrial cuprinde nevoile speciale si este in
coerenta cu nevoile proiectului ;
- planing-ul detaliat de dupa AMPS este stabilit si semnat de
catre actorii proiectului ;
- planurile de actiune inscrise in nota acordului din jalonul precedent
sunt realizate.
4.11. AF (acord de fabricatie)
Autorizarea fabricarii
vehiculelor vandabile noi.
4.11.1 Calitatea client obtinuta este conforma
obiectivelor.
- rezultatele AVES sunt conforme obiectivelor ;
- rezultatele evaluarilor QPsunt conforme cu obiectivele ;
- bilantul de fezabilitate este satisfacut.
4.11.2 Sistemul industrial este capabil de a produce in cadenta
- sistemul industrial al furnizorului este capabil de a produce in
cadenta ;
- timpul de retus este conform obiectivului ;
- mijloacele de fabricare Renault sunt capabile de aproduce in
cadenta ;
- realizarea planului de formare este conform cu obiectivele
contractuale ;
- autorizarile industriale legate de siturile de fabricare sunt
obtinute ;
- rezultatele contatiilor ergonomice ale posturilor de lucru sunt
conforme cu obiectivul.
4.11.3 Sistemul logistic este capabil de a produce in cadenta.
- departamentul de logistica este capabil de a face fata
cadentei prevazute ;
- logistica de distributie este operationala din punct de vedere
calitativ si capacitiv.
4.11.4 Planing-ul proiect este respectat.
- planing-ul de fabricatie este compatibil cu nevoile in volume
si capacitatile industriale interne si externe.
4.11.5 Proiectul este organizat pentru trecere la serie.
- organizatia OLV este difuzata ;
- planurile de actiune inscrise in nota acordului din jalonul
precedent sunt realizate ;
- versiunile alese pentru lotul de baza din jalonul AF sunt pilotate
conform procesului versiunilor anterioare.
4.13. AE (acord de expeditie)
Autorizeaza vehicule la expediere conform planului de destinatie.
Puncte cheie :
4.13.1 Calitatea client a vehiculelor este conforma obiectivelor.
- rezultate AVES sunt conforme cu obiectivele;
- calitatea dorita pe vehiculele serie este verificata;
- rezultatele rulajelor fiabile sunt satisfacatoare.
4.13.2
Capabilitatea sistemului industrial este verificat.
realinierile
necesare sunt efectuate si organizate pe situri divizate;
capacitatea
aparatului de productie interna si respectarea montarii in
cadenta prevazuta este verificata;
nivelul
de conformitate a caroseriei asamblate si vopsite este la obiectiv;
timp
de retus este conform cu obiectivul.
4.13.3
Logistica de distributie este operationala
logistica
de distributie intre punerea la dispozitie a clientului si
urmatoarele centre de difuzare este organizata si
operationala;
plan
de control este gata pentru punerea in aplicare.
4.13.4 Functia pieselor si
accesoriilor vor fi gata pentru comercializa.
nivelul
de validari ale CAP (contract de
cumparare piese de schimb) este conforma obiectivului;
nivelul
de validare al accesoriilor este conform obiectivului.
4.13.5 Omologarea tarii este obtinuta.
pe
plan international semnatura omologata data de autoritatea
tarii este obtinuta.
4.13.6 Organizarea lansarii unui vehicul OLV , este pe deplin
operationala.
resursele
dedicate OLV sunt in functie si operationale;
4.13.7 Proiectul este organizat pentru viata de serie.
operatiile
vamale pentru exportul vehiculelor sunt operationale;
organizarea
privind versiunile derivate este in functie si operationale;
planele
de actiune inscrise in nota accordului jalonului precedent sunt realizate.
4.12. AC (acord de comercializare)
Autorizeaza
punerea la dispozitie a vehiculelor catre clientii tarilor
contractate.
4.12.1
Calitatea vehiculelor si securitatea prestatiilor comerciale este
asigurata;
-
realizarea AVES pe parcuri sunt conforme obiectivelor.
4.12.2
Ofertele catre client sunt disponibile si relatia client este stabilita.
-
oferta garantie este disponibila.
4.10.3
Comunicarea pentru lansarea vehiculului este stabilita.
-
companiile publicitare au fost revazute de catre tarile
contractate si vor fi stabilite pentru comercializarea vehiculului.
4.12.4
Formatiile de actori vanzari si postvanzari ale filialelor
comerciale sunt dezvoltate.
-
mijloacelor de formare a vanzatorilor vor fi disponibile inaintea
comercializarii vehiculului in tarile contractate;
-
vanzatorii vor fi formati in tarile contractate.
4.12.5
BS (nevoi speciale) piese de schimb si accesoriile necesare la
comercializare sunt disponibile.
- toate
vehiculele BS , lotul numarul 2 sunt livrate in tara contractata
conform planing-ului de referinta;
- piesele
indisponibile comercializarii sunt disponibile in magazinele tarii
de comercializare.
4.12.6
Logistica de distributie este operationala.
-
logistica de distributie intre centrele anterioare de dezvoltare este
organizata si operationala.
4.12.7
OLV (organizatia lansarii vehiculelor) este in totalitate operationala.
-
resursele dedicate OLV sunt pe post si operationale.
4.12.8
Omologarea este obtinuta.
-
omologarea (acoperind tarile considerate UE), este obtinuta
si documentele de inmatriculare sunt la dispozitia filialelor.
V. Concluzie
Subiectul initial privind
dezvoltarea unui proiect auto este dezvaluit a fi un proces mai complex
decat se astepta.
Meseria de logistician este mult mai
bine aplicata daca logisticianul are o cultura industriala,
cunoaste bine vehiculul auto, cunoaste si intelege
procesele de fabricatie din site ul respectiv. Deasemenea
logisticianul trebuie sa comunice cu meseriile in transvers. Inca din fazele de inceput,
logisticianul preia in urma documentatiilor lista de piese impactate,
verifica reperele, gestioneaza transporturile, verifica
coerenta intre comanda din GPI si numarul de vehicule lansate,
consulta si anima furnizorii
cu privire la comenzile lansate necesitand receptionarea pieselor la
timpul potrivit.
Astfel el verifica respectarea contractului de transport de catre
firmele contractualizate. Gestioneaza referintele ajunse in uzina
client spre stocarea in magazii, respectiv spre alimentarea liniei de montaj.
Practica realizata in cadrul uzinei DACIA, a oferit unui viitor inginer
intelegerea unui domeniu in continua dezvoltare.
Am devenit mai realist si mai obiectiv in ceea ce priveste
functionarea globala a unei firme de productie in masa.
Pe scurt am invatat enorm, datorita ajutorului permanent si neconditionat din partea
tutorelui meu.
Notiunile pe care le-am dobandit aici imi vor fi deseori utile in
practica meseriei de inginer in cadrul industriilor de masa si vor
face diferenta in argumentul meu spre angajare.
VI. BIBLIOGRAFIE
Manual - LOGISTICA
FURNIZORILOR Renault 2007
LOGISTICA
CUMPARARILOR Renault 2007
Manualul cursantului
MODUL DE FORMARE PENTRU APLICATII GPI 2003
NORME SI PROCEDURI RENAULT
NORME SI PROCEDURI DACIA