Grupul piston
1.Calculul Segmentilor
Principala functie a segmentilor este de a etansa
cilindrul. Segmentii care impiedica scaparea gazelor din cilindru spre carter
se numesc segmentii de compresie. Segmentii care impiedica trecerea uleiului
din carter spre camera de ardere se numesc segmenti de ungere.
Materialul
folosit la calculul segmentilor este de fonta K1 cu grafit lamelar
Din figura 1 alege presiunea elastica medie
pentru
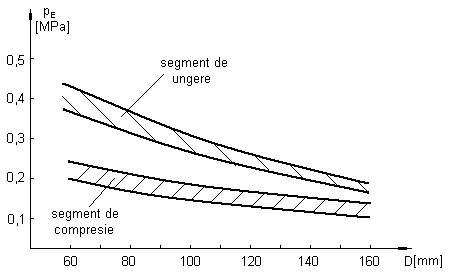
Fig 1
Pentru D=84,5mm 
Tensiunea admisibila sa se adopta din figura 3.22, functie
de diametrul interior al cilindrului D.


Grosimea radiala a segmentului, a
[mm]
 -tensiunea
admisibila se alege din figura 3.22.in functie de alezaj.
-tensiunea
admisibila se alege din figura 3.22.in functie de alezaj.
=275 [MPa]


a=3.66

Se recalculeaza D/a:

Raza medie a segmentului, Rm
[mm]

h- inaltimea segmentului, [mm]
h=2 mm]
Rostul in stare libera, ρ0
[mm]

E-modul de elasticitate al fontei


Expresia tensiuni maxime la montare
segmentului,  [MPa]
[MPa]
m=2 pentru figura 2c.


Rostul la montaj

D=84,5 [mm]


 -temperatura segmentului si cilindru.
-temperatura segmentului si cilindru.


 -coeficient de
dilatare liniara a segmentulu ,cilindrului.
-coeficient de
dilatare liniara a segmentulu ,cilindrului.








2 Boltul
2.1 Constructia Boltului
Boltul face legatura dintre
piston si biela, transmitand forta de presiune a gazelor preluata
de capul pistonului spre biela. Solicitarile variabile la care este
supus boltul sunt datorate fortei de presiune si fortei de
inertie a pistonului. Datorita vitezelor relative mici de deplasare
dintre suprafete, ungerea cuplelor piston-bolt sau biela-bolt
are loc in conditii dificile.
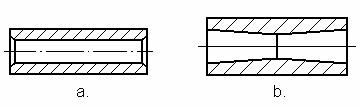
Figura 21
Forma constructiva a
boltului este una tubulara (fig. 3.25a). In cazul in care
solicitarile sunt mai mici (de obicei la m.a.s.) boltul poate avea
forma unui solid de egala rezistenta (fig. 3.25b).
Boltul
se sprijina la capete pe umerii din piston, iar in partea centrala
este situata biela. Montajul boltului este posibil in trei variante:
- bolt fix in
biela si liber in locasurile din piston - solutie
numita cu bolt fix;
-
bolt liber in biela si in locasurile din piston -
solutie numita cu bolt flotant;
- bolt liber in
biela si fix in locasurile din piston;
Ultima
varianta nu este utilizata la motoarele pentru autovehicule rutiere
deoarece presupune gaurirea locasurilor de bolt pentru
suruburile de fixare, ceea ce duce la slabirea sectiunii.
Montajul boltului cu strangere in locasurile din piston nu este
posibila datorita diferentei mari dintre coeficientii de
dilatare termica pentru cele doua materiale (boltul este
fabricat din otel, iar pistonul din aliaj de aluminiu).
Varianta cu bolt fix se adopta la m.a.s. mai putin
solicitat in timp ce varianta cu bolt flotant se aplica la m.a.c.
si la m.a.s. puternic solicitate.
In
varianta cu bolt flotant exista posibilitatea unei deplasari
axiale a boltului, Pentru a preveni contactul cu cilindrul, miscarea
axiala a boltului este limitata prin montarea unor inele de
siguranta in locasurile din piston (fig. 3.26).
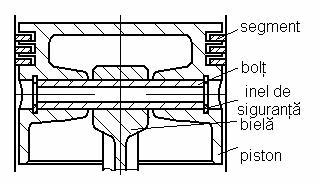
Figura 3.26
Pentru
o buna functionare a motorului, boltul trebuie sa
indeplineasca urmatoarele conditii:
-
sa posede o rigiditate mare care sa limiteze deformatiile in
timpul functionarii;
-
sa aiba o masa cat mai mica, pentru a se reduce forta
de inertie. Reducerea masei se poate face numai prin micsorarea
dimensiunilor, ceea ce poate duce la scaderea rigiditatii.
- miezul trebuie sa fie cat mai
tenace pentru a rezista la solicitarea prin soc;
-
duritatea suprafetei exterioare trebuie sa fie cat mai mare pentru a
se reduce uzura;
-
calitatea suprafetei exterioare si abaterile dinensionale si de
forma trebuie sa asigure o functionare corecta;
Materialele
utilizate la fabricarea bolturilor sunt otelurile de scule. La
bolturile fabricate din marcile 17Cr3 sau 16MnCr15 suprafata
exterioara se cementeaza. In functie de grosimea miezului,
rezistenta la repere este r=700 . 1500 Mpa pentru 17Cr3 si r=850 . 1350 Mpa pentru 16MnCr5.
Oteurile
nitrurate pentru scule (de ex. 31CrMoV9) sunt utilizate la motoarele puternic
incarcate.
2.2. Calculul boltului
Montajul schematic al boltului este prezentat
in figura 3.27.unde:
lb [mm]
- lungimea de sprijin
a boltului in biela;
lp
[mm] - lungimea de sprijin a
boltului in locasul pistonului
l [mm] -
lungimea boltului
jb [mm]
-
jocul intre biela si umerii pistonului
dib [mm] - diametrul interior al boltului
deb [mm] - diametrul exterior al
boltului
Boltul se dimensioneaza pe baza
datelor statistice.
Se recomanda urmatoarele valori:
Lungimea boltului [mm]
bolt flotant
l= (0,8 . 0,87).D pentru
m.a.s. si m.a.c.
l= 0.82*84,5=69.29 [mm]
l=69 [mm]
lb - lungimea de sprijin in biela [mm]
bolt flotant:
lb= (0,32 . 0,48).D
pentru m.a.c
lb= 0.37*84,5=31,26 [mm]
lb=31[mm]
:
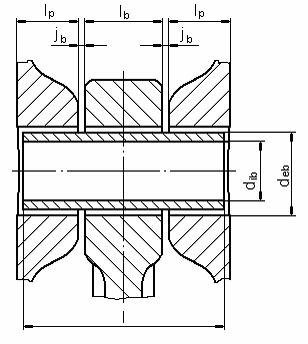
Figura 22
Diametrul exterior al boltulu,
deb:[mm]
deb= (0.32 . 0.38).D pentru m.a.c. autoturisme
deb=0.36*84,5=30.4
[mm]
deb=30 [mm]

Se alege
Diametrul interior al boltului, dib
[mm]
dib= 
dib= 
dib= 
jb- jocul intre biela si umerii locasului boltului, in [mm]
jb= 1 . 1.5 mm
jb= 1.5 mm
Presiunea de contact in biela:




Presiunea din piciorul bielei pb,
[MPa]
pb = 30,07 [MPa]

Presiunea specifica in locasul
boltului pp, [MPa]

lp= 
lp= 
lp= 
Momentul incovoetor in sectiune
mediana a boltului, M [N*m]


Tensiunea maxima de incovoere, σi
[MPa]

 pentru OTEL
CARBON (OLC)
pentru OTEL
CARBON (OLC)
Presiunile maxime si minime pentru
blot flotant:


Coeficientul de siguranta la
oboseala pentru bolt flotant:

 rezistenta la oboseala pentru ciclul simetric.
rezistenta la oboseala pentru ciclul simetric.


Se alege 


 coeficient de concentrare a sectiuni.
coeficient de concentrare a sectiuni.

 factor dimensional
factor dimensional

 coeficient de calitate a suprafetei.
coeficient de calitate a suprafetei.




Tensiunea de forfecare in plan neutru:



p=0.0008 [MPa]
Repartitia de tensuni:
Fibra exterioara:


Grosimea
radiala a boltului, g [mm]
h=7,5
Raza medie a boltului, r [mm]
r=5,625 [mm]





k-factor de corectie.



Fibra interioara



Tensiunile in punctele
1,2,3,4
Pentru punctul 1):


 =22,96 [MPa]
=22,96 [MPa]
Pentru punctul 2):


 =-71,95 [MPa]
=-71,95 [MPa]
Pentru punctul 3):


=-91.86 [MPa]
Pentru punctul 4):



Determinarea jocului la montaj in umeri mantalei:




3. Pistonul
3.1Constructia pistonului
Pistonul indeplineste urmatoarele
functii:
- capul pistonului preia forta de
presiune dezvoltata prin arderea amestecului aer-combustibil si o
transmite bielei, care la randul ei o transmite mai departe arborelui cotit,
prin intermediul boltului;
- ghideaza piciorul bielei in
interiorul cilindrului
- etanseaza camera de
ardere, prevenind scaparea fluidului de lucru spre carter si
patrunderea uleiului in exces din carter spre camera de ardere
Constructia
pistonului trebuie sa satisfaca unele conditii, cum ar fi:
adaptabilitatea la conditii de functionare diferite, prevenirea
gripajului, functionarea silentioasa a motorului, masa
redusa, rezistenta mare la solicitari mecanice si termice,
reducerea consumului de ulei si a emisiilor poluante.
Aceste conditii implica
rezolvarea unor probleme care apar atat in ceea ce priveste
constructia pistoanelor cat si in ceea ce priveste materialele
din care sunt fabricate. De multe ori aceste probleme sunt contradictorii (de
ex. masa redusa si proprietati mecanice foarte bune).
Criteriile
privind alegerea solutiilor constructive si a materialelor trebuie
stabilite cu grija pentru fiecare tip de motor, in functie de
conditiile de functionare ale acestuia.
Conditiile
de lucru ale pistonului si cerintele pe care acestea le impun in
proiectarea, fabricarea si alegerea materialului sunt urmatoarele:
a) Solicitari mecanice:
- Capul pistonului si zona
camerei de ardere din piston
- la m.a.s. presiuni maxime de 5-9 MPa
-
la m.a.c. presiuni maxime de 8-18 MPa si chiar mai mari
- Mantaua pistonului:
- asupra mantalei pistonului actioneaza
o forta normala avand o valoare egala cu 6-8% din
forta maxima de presiune
- Locasurile pentru bolt
- presiunea de contact
admisibila este dependenta de temperatura
Aceste conditii de lucru impun
urmatoarele cerinte pentru piston:
- rezistenta foarte buna la
solicitari statice si dinamice mari la temperaturi inalte
- rezistenta buna la
presiune de contact in locasurile boltului
- deformatie plastica mica
Solutiile constructive sunt:
- realizarea unui piston avand pereti
cu o buna rezistenta mecanica, cu linii de curent continue
si care sa asigure o buna evacuare a caldurii
asigurarea
calitatii suprafetei inerioare a locasurilor pentru
bolt
- capul pistonului tip ferrotherm,
fabricat din otel
Materialele recomandate sunt:
- aliaj Al-Si pentru turnare,
tratate termic sau intarite prin precipitare
- alame speciale turnate sau forjate
- bronz
b) Solicitari termice
- in camera de ardere temperatura
medie a fluidului de lucru este de 1300 K.
- temperatura capului pistonului
si a peretilor camerei de ardere din cap este de 500-700 K pentru
aliaje de aluminiu si de 650-800K pentru materiale feroase
- in locasurile boltului
temperatura este de 420-530 K, iar in zona mantalei de 400 - 450 K
In aceste conditii pentru
piston se impun urmatoarele cerinte:
- mentinerea rezistentei
mecanice si a duritatii la temperaturi inalte
- conductivitate termica mare
Solutii constructive:
- realizarea unui piston cu o
buna conductivitate termica in sectiune transversala
- pistoane cu canale de racire
in interiorul capului
Materialele recomandate sunt cele
prezentate la punctul a
c) Forte mari de inertie
date de masele aflate in miscare de translatie datorita
accelaratiilor mari ale pistonului
Cerintele pentru piston sunt:
- masa redusa pentru a
micsora fortele de inertie si momentele date de acestea
Solutia constructiva este
realizarea unui piston usor, cu utilizarea la maximum a caracteristicilor
materialului
Materialul recomandat este aliaj
Al-Si compact.
d) Frecare de alunecare
- apare la canalele pentru
segmenti, in zona mantalei si in locasurile boltului. In
unele situatii ungerea este nesatisfacatoare.
Pistonul trebuie sa
satisfaca urmatoarele cerinte:
- materialul trebiue sa
aiba proprietati bune de alunecare si o
rezistenta buna la uzura
- tendinta redusa de
gripare
Prin solutiile constructive
care trebuie alese se urmareste:
- marirea suprafetei de
frecare, cu realizarea unei distributii uniforme a presiunilor de contact
- fabricarea unei mantale cu o
forma exterioara care sa permita instalarea unui regim
hidrodinamic de ungere
- introducerea unor insertii in
canalele pentru segmenti
e) Schimbarea zonei de contact
dintre piston si cilindru, de o parte si de alta a cilindrului, in planul
de oscilatie a bielei
Cerintele pentru piston sunt:
- reducerea zgomotelor prin
eliminarea bataii pistonului atat la temperaturi inalte cat
si la temperaturi joase
- prevenirea aparitiei fenomenului
de cavitatie in pelicula de ulei dintre piston si cilindru si
preveniorea socurilor
Solutii constructive:
- reducerea jocurilor la cald dintre
piston si cilindru
- proiectarea unei mantale elastice,
cu o forma optimizata a pistonului
- realizarea unor degajari in
zona locasurilor pentru bolt
Materialele trebuie sa
aiba un coeficient de dilatare redus. Se pot utiliza aliaje Al-Si
eutectice sau hipereutectice.
S-a
constatat ca cerintele impuse de functionarea diverselor motoare
cu ardere interna sunt cel mai bine satisfacute de aliajele Al-Si.
In
cazurile in care se utilizeaza pistoane din otel, se vor lua
masuri speciale pentru racirea acestora.
Proiectarea
formei constructive a pistonului trebuie facuta cu atentie, in scopul
reducerii masei acestuia si asigurarii unei raciri eficiente.
Constructia
generala a pistonului este prezentata in figura 3.1
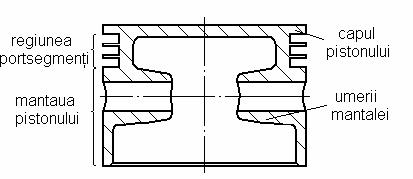
Figura 3.1
Tendinta
actuala este aceea de a mari viteza medie de deplasare a pistonului,
de aceea este necesara reducerea masei pistonului si micsorarea
inaltimii de compresie. Lungimea pistoanelor pentru motoare care au
viteza mare de deplasare a pistonului, raportata la diametrul
alezajului, este mai mica decat cea a motoarelor cu viteza medie de
deplasare a pistonului.
Inaltimea
de compresie influenteaza inaltimea motorului si masa pistonului. Reducerea
inaltimii de compresie nu trebuie insa sa afecteze fiabilitatea
pistonului.
Regiunea
portsegmenti (RPS) si segmentii reprezinta o etansare
mobila intre camera de ardere si carter. Lungimea regiunii
poertsegmenti este determinata de numarul si
inaltimea segmentilor si de distanta dintre canalele
segmentilor.
Setul de segmenti care se
monteaza pe un piston este alcatuit, cu foarte putine
exceptii, din doi segmenti de compresie si un segment de ungere.
Distanta de la marginea
superioara a capului pana la canalul segmentului de foc depinde de
presiunea din camera de ardere si de regimul de temperaturi al pistonului.
Distanta pana la urmatoarele canale este mai mica deoarece regimul de
presiuni si temperaturi este mai scazut.
Arhitectura
capului difera la pistoanele pentru m.a.s. fata de cele pentru
m.a.c..
Cateva
solutii constructive pentru capul pistonului la m.a.s. sunt prezentate in
figura 3.2

Figura 3.2
Varainta clasica pentru m.a.s.
este cea cap plat (fig. 3.40a), avantajoasa si din punct de vedere al
simlicitatii constructiei. Capul de forma concava (fig.
3.40b) are dezavantajul ca in camera de ardere din piston se
acumuleaza ulei, care prin ardere formeaza produsi care se depun
pe suprafetele pieselor si produc perturbatii in
functionarea motorului. Forma
bombata (fig. 3.40c) are avantajul ca transforma solicitarea
capului intr-una de compresiune, dar se mareste suprafata de
contact cu gazele fierbinti din cilindru si se complica
tehnologia de fabricatie. La m.a.s. cu injectie directa,
deoarece se scurteaza timpul in care trebuie sa se formeze amestecul
aer-combustibil, este necesar sa se intensifice miscarea fluidului in
cilindru, scop in care se adopta varianta cu cap profilat (fig. 3.40d)
La
m.a.c. cu camera de ardere divizata se adopta solutia cu cap
plat (fig. 3.40a).
In
cazul m.a.c. cu injectie directa injectia de motorina are
loc spre sfarsitul cursei de comprimare, in vecinatatea p.m.i..
Pentru ca jetul sa nu ajunga in contact cu capul pistonului camera de
ardere din piston are forma de cupa (fig. 3.3a) sau are foram jetului
(fig. 3.3b)
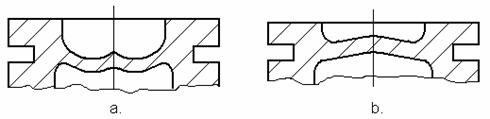
Figura 3.3
Protectia
termica a canalului primului segment se poate face in mai multe moduri:
-
plasarea suprafetei inferioare a capului deasupra canalului segmentului de
foc, cu o raza mare de racordare intre aceasta si peretele interior
al pistonului (fig. 3.4a)
-
montarea unor insertii inelare (fig. 3.4b)
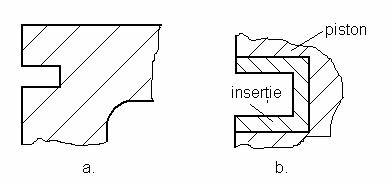
Figura 3.4
-
montarea unor insertii inelare si practicarea unor canale pentru
racirea capului (fig. 3.5)
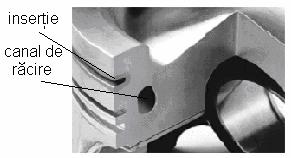
Figura 3.5
In ceea ce priveste mantaua, o
importanta deosebita prezinta jocul la cald intre aceasta
si cilindru. Prin realizarea unor jocuri la cald mici se
imbunatateste etansarea la gaze si se reduc
zgomotele care apar in timpul functionarii.
Controlul joculul la cald se poate face prin micsorarea
temperaturii de regim a mantalei, solutie denumita piston cu manta
rece.
Un
exemplu este pistonul pistonul MONOTHERM realizat de firma Mahle prin forjare,
din otel (fig.3.6). Suprafetele interioare ale locasurilor din
piston sunt fosfatate.
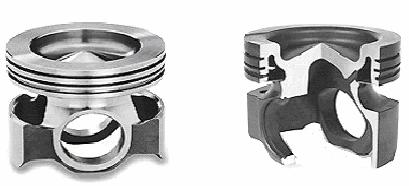
Figura 3.6
Sectiunea
transversala mantalei este eliptica si nu circulara, pentru
a se compensa dilatarile din timpul functionarii.
In
zona locasurilor pentru bolt, pe directia axei boltului,
este material mai mult decat in directie normala pe aceasta (fig. 3.6).
Alungirea
relativa in urma dilatarii este:
Δl=l.α Δt
[mm]
Se
observa ca lungimea materialului pe directia axei boltului
este mai mare decat cea pe directia normala, asa ca si
alungirea relativa va fi mai mare.
Pistonul
este aplicat pe cilindru in planul de oscilatie a bielei, care este normal
pe axa boltului. S-a constatat experimental ca suprafata de
contact se face pe un sector de cerc de 80-1000, repartizat simetric
fata de planul de oscilatie a bielei (fig. 3.9).
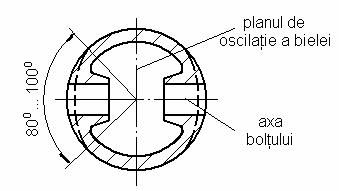
Figura 3.7
Este
rational deci sa se execute o degajare pe conturul liniei punctate.
In timpul functionarii, din cauza incalzirii, forma
exterioara a mantalei ajunge circulara.
Grosimea
peretilor mantalei este de 2 5 mm.
Umerii
mantalei(locasurile pentru bolt) trebie sa aiba o buna
rigiditate pentru a se preveni deformatiile. Acest lucru se poate reliza
prin intermdiul unor nervuri care fac legatura cu capul pistonului (fig. 3.10)
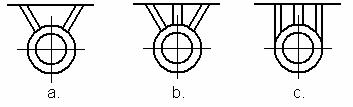
Figura 3.8
Nervurarea
nu este posibila la pistoanele forjate in matrita. In acest caz
se face o racordare cat mai larga a suprafetei inferioare a
capului cu suprafata interioara a pistonului.
In
conditii grele de functionare, in locasurile boltului pot fi
montate bucse sin cupru, alama sau otel.
Materialele
utilizate la fabricarea pistoanelor sunt:
-
aliajele de aluminiu:
- aliaje de aluminiu pe baza de
siliciu (siluminiu) utilizate sunt de doua tipuri:eutectice si
hpereutectice.
Aliajele eutectice contin siliciu in
proportie de 11 13% si mai au in componenta cupru,
mangan si nichel. Aliajele eutectice cu o compozitie mai mare de cupru si
nichel sunt utilizate pentru temperaturi inalte.
Aliajele hipereutectice contin 15 25%
siliciu si au ca elemete de aliere cupru, magneziu si nichel.
- aliaje de aluminiu pe baza de cupru
(duraluminiu) au ca element de alierenichelul pentru a mari rezistenta la
temperaturi ridicate.
- otel - pistoanele forjate din
otel sunt utilizate pentru presiuni extreme
- materiale sinterizate -
imbunatatirea performantelor pistoanelor din aliaje de aluminiu
se paote face prin sinterizarea unor pulberi in care se adauga materiale
ceramice, fibre de carbon sau metale poroase.
3.2. Calculul pistonului
Dupa
ce sunt cunoscute dimensiunile constructive ale segmentilor si
boltului si numarul de segmenti se pot adopta, pe baza datelor
statistice, dimensiunile constructive principale ale pistonului (fig. 3.21)
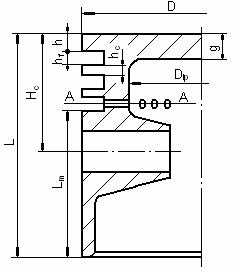 Figura 3.21
Figura 3.21
Semnificatia
notatiilor din figura 3.21 si valori recomandate pentru acestea sunt
date in tabelul 3.22.
Tabelul 3.22
|
Dimensiunea
|
m.a.s.
|
m.a.c.
|
|
pentru
autoturisme
|
pentru
vehicule comerciale
|
|
D - diametrul interior al
cilindrului (alezajul [mm]
|
65 105
|
65 95
|
|
|
L - lungimea totala a
pistonului
|
(0,6 0,7)D
|
(0,8
0,95)D
|
(1,2 1,8)D
|
|
Hc
- inaltimea de compresie
|
(0,3
0,45)D
|
(0,5 0,6)D
|
(0,7 1,1)D
|
|
h - distanta pana la
segmentul de foc [mm]
|
2 8
|
4 15
|
(0,15
0,22)D
|
|
hc
- distanta dintre canale
|
(0,04
0,055)D
|
(0,05
0,09)D
|
(0,045
0,055)D
|
|
hf - inaltimea
canalului segmentului de foc [mm]
|
1 1,75
|
1,75 3
|
2 3
|
|
Lm
- lungimea mantalei
|
((0,4
0,5)D
|
(0,5
0,65)D
|
(0,8 1,2)D
|
|
g - grosimea
capului
|
(0,06
0,1)D
|
(0,15
0,22)D
|
(0,18
0,25)D
|
Diametre recomandate:
D=84,5 [mm]
L- lungimea totala a pistonului, L
[mm]
L=0,95*D
L=0,95*84,5=80,27
[mm]
L=80 [mm]
Inaltimea compresiei, Hc [mm]
Distanta pana la segmentul de foc, h
[mm]
h=4 . 15 [mm]
h=8 [mm]
Inaltimea canalului segmentului de
foc hc [mm]
hc=(0,05 . 0,09)*D
hc=0,06*84,5=5,07
hc=5
[mm]
Lungimea mantalei, Lm [mm]
Lm= (0,5 . 0,65)*D
Lm=0,45 *84,5=38
Lm=42
[mm]
Grosimea capului, g [mm]
g=(0,15..0,27)*D
g=0,20*84,5=16,9
g=17
[mm]
Diametrul interior al pistonului, Dip
[mm]
Dip=D-(2 . 6)*a
Dip=84,5-4*a=69.86
Dip=70 [mm]
3.2.1Calculul capului pistonului
Tensiunea maxima:
Presiunea la periferia capului:
3.2.2. Calculul regiuni port-segmenti:
3.2.3. Calculul mantalei:


Diametrul la montaj al mantalei: