Formarea
punctului de sudura
Formarea
punctului de sudura cuprinde, in esenta ,trei procese distincte,
care se produc concomitent si se
interconditioneaza reciproc; procesul electric, procesul
metalurgic si procesul mecanic.
1 Procesul electric al
formarii punctului de sudura
Procesul
electric se produce ca urmare a treceri curentului electric de sudare
prin coloana de metal cuprinsa intre varfurile electrozilor de contact. Ca
urmare a efectului Joule-Lenz, cantitatea de
caldura care se dezvolta in aceasta zona
este data de relatia:
 ; (cal) [1]
; (cal) [1]
sau in unitati de energie:
 ; (joule) [2]
; (joule) [2]
in care: Q este cantitatea de energie
degajata, in jouli sau calorii;
R -
este rezistenta electrica totala ce Intervine in zona de sudare, in
ohmi;
ls-
curentul de sudare, in amperi;
t - timpul de trecere a curentului de sudare, in secunde
La sudarea
prin puncte rezistenta R este formata dintr-o insumare de rezistente
(fig.1): rezistenta de contact Rc dintre componentele de sudat,
rezistenta proprie Rp a componentelor (coloana
de metal intre varfurile electrozilor) si rezistenta
de contact R'c dintre electrozi si suprafata
componentelor.
In
situatia in care componentele de sudat sunt din acelasi material
si au aceeasi grosime, rezistenta totala
R este data de relatia:
R = Rc + 2RP
+ 2 R'c
Rezistentele
proprii Rp ale componentelor sunt independente de forta F de apasare
a electrozilor. Acestea depind numai de natura materialului (rezistivitate) si
de temperatura.
Deci, caldura totala degajata
in imbinare poate fi scrisa astfel:
 ;
(joule) [4]
;
(joule) [4]
Modul
de variatie in timp a acestor rezistente si importanta pe
care ele o prezinta la formarea sudurii sunt
prezentate in continuare .
2 Rezistentele de contact
Indiferent
de modul de prelucrare, suprafetele metalice ale componentelor nu sunt perfect plane, ci
prezinta o anumita rugozitate, mai mare sau mai mica. Pe langa aceasta, suprafata metalica poate
fi acoperita cu oxizi, impuritati, grasimi etc.
Aspectul a doua
suprafete metalice in contact, la o scara mare este prezentat in figura 5.
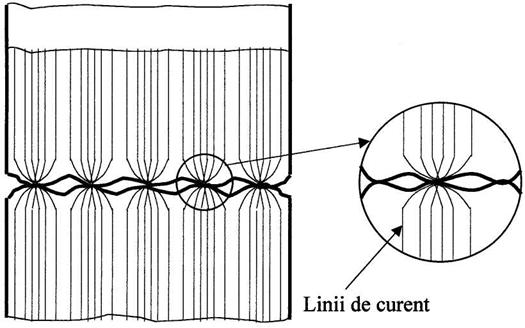
Fig. 5 Aspectul a
doua suprafete plane in contact
Teoretic, suprafata de contact
este data de relatia :
 [5]
[5]
Suprafata
reala de contact este insa mult mai mica decat sectiunea
'A' datorita existentei
microasperitatilor. La trecerea curentului electric prin cele
doua suprafete metalice in contact, liniile fictive de curent se
concentreaza in zonele in care
denivelarile si microasperitatile vin in contact. in cazul in
care suprafetele metalice prezinta oxizi sau impuritati,
curentul electric va trece prin portiunile de contact metal-metal,
iar in zonele cu oxizi vor opune rezistenta. Rezistenta
opusa trecerii curentului electric datorata concentrarii
liniilor de curent, printr-un numar de zone
in contact si prezentei oxizilor sau impuritatilor pe
suprafetele metalice , formeaza rezistenta de contact. Aceasta
are un rol primordial in localizarea si formarea punctului de sudura .
Astfel, in cazul
sudarii prin puncte, curentul de sudare intampina o
rezistenta mai mare in zona de
contact dintre componente, fata de rezistenta opusa de coloana de metal (2RP) cuprinsa intre cei
doi electrozi si rezistentelor (2RC) intre suprafata componentelor si varfurile electrozilor. Ca
urmare a concentrarii liniilor de curent in portiunile de contact metal-metal ale
suprafetelor componentelor, densitatea de curent fiind mai mare in aceste
zone, se va produce incalzirea si topirea acestora
mai repede decat in interiorul coloanei de metal a componentelor de sudat. Aceasta explica faptul ca, in
conditii normale de sudare, in cazul existentei unei simetrii
a campului termic, punctul de sudura se formeaza in planul de separatie al componentelor si nu in
interiorul acestora.
Rezistenta de
contact a doua componente metalice suprapuse este influentata de urmatorii factori:
forta de apasare asupra componentelor de sudat
F, (daN );
natura materialului componentelor de sudat, respectiv caraceristicile
acestuia (duritate, rezistenta
mecanica, conductivitate);
starea suprafetelor componentelor de sudat (modul
de elaborare,
prelucrare, tratamente termice aplicate, curatirea
suprafetelor);
temperatura metalului la locul de contact.
3 Influenta
fortei de apasare
Influenta fortei de apasare
asupra rezistentelor de contact Rc si R'c, este prezentata in figura 6.
Se observa ca o data cu
cresterea fortei de apasare, rezistentele de contact scad ca urmare a aplatizarii
asperitatilor in contact si a maririi suprafetei
efective de trecere a curentului de
sudare.
Componentele
de sudat fiind, in general, din acelasi material (otel carbon,
otel aliat, aluminiu, etc.) se comporta similar la aplatizarea
asperitatilor. Electrozii de contact,
fiind executati din aliaj de cupru au o rezistenta la deformare mai
mica decat a componentelor (24 sisteme de alunecare) si deci contactul
acestora cu suprafata exterioara a componentelor se va face intr-un
numar mai mare de zone, suprafata reala de contact apropiindu-se
de ceea teoretica.
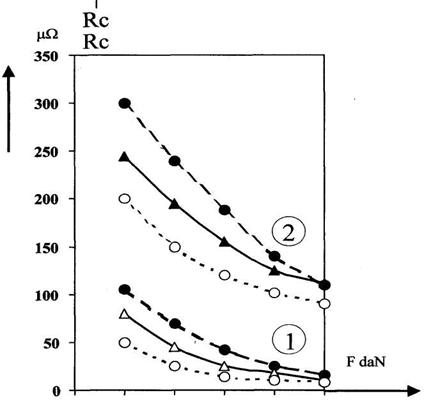
200 400 600 800 1000
Fig.6 Variatia rezistentelor Rc si
R'c, cu forta de apasare a electrozilor.
In acest caz:

Forma
varfului electrozilor de contact (tronconica, sferica, etc,),
influenteaza rezistenta de contact si anume, la un varf
sferic, contactul electric dintre electrozi si componente
este mai bun decat la electrozii tronconici sau cu suprafata plana , fiind
marita sectiunea de trecere a curentului electric,
obtinandu-se o rezistenta de contact mai
mica. De asemenea natura materialului componentelor (duritate, rezistenta
mecanica, conductivitate etc.) influenteaza rezistentele de
contact.
Astfel, pentru
aceeasi valoare a fortei de apasare si aceeasi grosime a componentelor se constata ca
rezistenta de contact este mai mare in cazul otelului inoxidabil decat in cazul otelului carbon
moale la care asperitatile avand o duritate mai mica se aplatizeaza mai usor.
4 Starea
suprafetelor de sudat
Aceasta
stare a suprafetelor depinde de modul de elaborare si de prelucrare (laminare,
prelucrare prin aschiere, finisare, decapare, etc), precum si de tratamentele termice
aplicate, ce influenteaza puternic rezistentele de contact. in cazul componentelor elaborate si prelucrate
identic, variatia, relativ mica, a rezistentelor de
contact in diferite zone ale aceleiasi suprafete se datoreaza
unei anumite eterogenitati a
stratului superficial al componentelor. Omogenizarea valorilor rezistentei de contact pe intreaga
suprafata se obtine prin aplicarea unor forte de strangere mai mari.
Existenta oxizilor,
grasimilor, impuritatilor, a prafului etc. pe suprafetele
de sudat, conduce la obtinerea unor
valori ale rezistentelor de contact inalte si excesiv variabile in
diferite zone ale aceleiasi suprafete si de aceiasi grosime, comparativ cu o suprafata curata,
decapata.
In
tabelul 1 sunt trecute valorile rezistentei de contact dintre componentele
de sudat 'Rc', din otel carbon
obisnuit, functie de starea suprafetei, la o temperatura
de 20°C si la o forta de apasare intre electrozi F= 200 daN.
Trebuie
subliniat faptul ca impuritatile de pe suprafata
componentelor de sudat pot ajunge in sudura, diminuandu-i
astfel calitatea.
Tabel 1
|
Starea suprafetei de sudat
|
Rc
hQl
|
|
curatata
prin slefuire
|
|
|
curatata
prin pilire
|
|
|
curatata
chimic
|
|
|
prelucrata
prin polizare
|
|
|
cu
strat de oxid
|
|
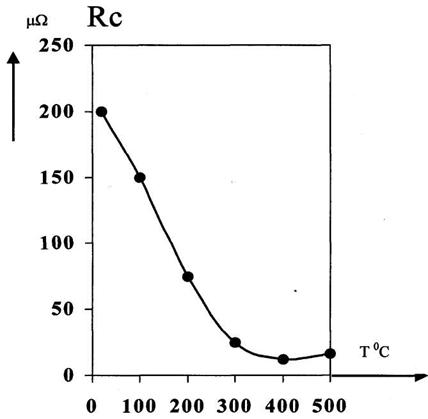
Temperatura
are o influenta mare asupra rezistentelor de contact, o
crestere moderata a temperaturii determinand o diminuare rapida
si accentuata a lor (figura 7). Aceasta diminuare a rezistentei
de contact este datorata aplatizarii complete a
asperitatilor in contact sub efectul
temperaturii, obtinandu-se o marire accentuata a sectiunii de trecere a curentului electric.
Fig.7 Variatia
rezistentei de contact Rc cu temperatura
In mod simplificat dependenta rezistentei de
contact de diferiti factori, la inceputul operatiei de sudare poate
fi scrisa:
Rc=f
(1 / F, σc , ρ , impuritati, s.a.) [6]
Aceasta
relatie exprima faptul ca, rezistenta de contact este invers proportionala cu forta de apasare si direct
proportionala cu rezistenta materialului, cu conductivitatea lui si
cu gradul de impuritati al suprafetelor componentelor de sudat.
S-a prezentat mai
inainte o relatie ce exprima o crestere a cantitatii
de caldura Q cu rezistenta
R , cresterea acestei rezistente se mai poate realiza si prin
micsorarea fortei de apasare F, deci:
Q
= f (1 / F, Is , t, . ) [7]
Prin
micsorarea insa, a fortei de apasare F creste nu numai
rezistenta de contact dintre componente 'Rc'
(ceea ce este favorabil formarii punctului de sudura
), ci si rezistenta de contact intre electrozi si suprafata
componentelor ' R'c' , ceea ce conduce la marirea
cantitatii de caldura pentru intreaga coloana de metal cuprinsa
intre varfurile electrozilor, deci la pierderi energetice. in plus,
datorita fortei diminuate poate avea loc o
topire la suprafata materialului (intre electrozi si componente)
sau imbinarea prin difuzie a componentelor cu electrozii. Din acest motiv,
forta de apasare nu poate fi micsorata prea mult.
Pentru
realizarea punctului de sudura intre componente este necesar ca rezistentele
de contact intre electrozi si componente, R'c sa fie cat mai
mici. Acest lucru se realizeaza prin utilizarea
unor electrozi de contact dintr-un material cu conductivitate
termica si electrica ridicata, care sa fie raciti
cu apa, cat si prin curatirea suprafetelor
componentelor de sudat si ale electrozilor.
Pentru
calculul rezistentei de contact se considera ca intre componentele de
sudat se realizeaza un contact circular de raza
'r' intr-o singura zona . Rezistenta Rc
se determina cu relatia:
 [8]
[8]
unde: ρ este rezistivitatea metalului
[Ωmm2/m]
Marimea
suprafetei de contact depinde de forta de apasare F si de
limita de curgere conventionala a materialului σc:
 [9]
[9]
Din relatiile de mai sus rezulta:
 [10]
[10]
σc
ia valori diferite in functie de temperatura:
la 20˚C, σc
= 4000 daN/cm2;
la 1200˚C, σc
= 450 daN/cm2.
Daca
contactul dintre componente se produce simultan in mai multe zone, atunci este
valabila relatia:

in care: Rk este
rezistenta de contact pentru o forta de 1 daN; Rk are valorile:
pentru
otel decapat (46)∙10-3Ω
pentru
aluminiu decapat (1 1,5)∙10-3Ω.
- depinde de natura materialului si de starea
suprafetei fiind:
= 0,75 pentru otel si =
0,75 - 0,85 pentru aliajele de aluminiu.
Pentru sudarea in puncte a
materialelor diferite, rezistenta de contact se
poate
determina cu relatia :
unde: Rc1 si Rc2
sunt rezistente de contact pentru fiecare componenta.
Rezistenta de contact R΄c, fiind
formata intre o componenta si electrodul de cupru, la care
concentrarea liniilor de curent este neglijabila, se considera ca
fiind:

5 Rezistenta proprie a componentelor de sudat
Aceasta
rezistenta proprie a componentelor, poate fi determinata in mai multe variante. in ipoteza cea mai simpla, se
poate considera ca, in orice moment al procesului de incalzire,
intregul curent de sudare trece prin cilindrul cuprins intre suprafetele de contact
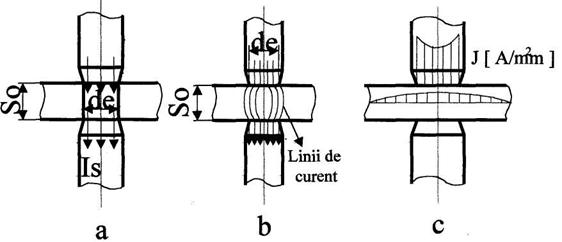
ale electrozilor. Considerand o placa de grosime 's0' in contact cu electrozi de
diametru 'd', ca in figura 8.a, rezistenta cilindrului de material se poate calcula
cu relatia :
 [11]
[11]
si ar fi independenta de
forta de apasare . Deoarece rezistivitatea materialului este variabila cu
temperatura, aplicand aceasta relatie ar rezulta ca la
sfarsitul procesului de sudare,
rezistenta electrica a componentelor va fi cu mult mai mare
decat la inceputul
operatiei, cand piesele sunt mai reci. intrucat rezultatele obtinute practic au aratat o
variatie mult mai mica a rezistentei, este necesara
aplicarea unor factori de corectie la relatia anterioara, care
sa tina cont de urmatoarele aspecte:
sectiunea reala de
trecere a curentului;
variatia temperaturii
materialului;
influenta fortei
de apasare .
Fig. 8 Repartitia liniilor de curent
intr-o placa stransa intre electrozii de contact
Pornind de la studiul campului electric existent in placa dintre
electrozii de contact, s-a observat ca liniile de curent nu trec numai prin
cilindrul delimitat de diametrul
electrozilor, ci printr-o sectiune mai mare, ca in figura 8.b.; din acest
motiv si densitatea curentului este neuniforrna pe sectiune, ea in
figura 8.e. in planul sectiunii de
contact cu electrozii densitatea este maxima la marginea acestora, iar in sectiunea mediana a placii
densitatea este mai mica , descrescand cu cat ne departam de axa
electrozilor.
Deoarece sectiunea de trecere a curentului se
mareste la mijlocul placilor, rezistenta proprie a
componentelor Rp, va fi mai mica fata de
rezistenta cilindrului de metal:
 [12]
[12]
in care:
K1 va fi un coeficient subunitar, ce tine
cont de distributia reala a liniilor de curent in componente.
Configuratia
campului electric si distributia liniilor de curent depind in mare masura de raportul dintre diametrul de contact
al electrozilor si grosimea componentelor ca in
graficul din figura 9.
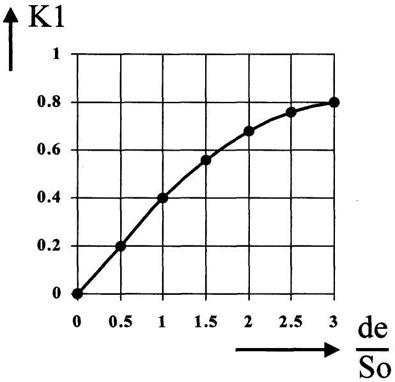
Fig.9 Graficul de determinare a constantei K1
, in functie de raportul de/s0
La aceeasi grosime a
componentelor, odata cu cresterea sectiunii de contact,
imprastierea liniilor de curent este mai redusa . Pentru
cazurile care intervin la sudarea in
puncte, cu d / s =1 3, coeficientul IC| are valorile: K-, =0,4o,8
O a doua
corectie care trebuie aplicata se refera la neuniformitatea
incalzirii materialului dintre
electrozi, care modifica rezistivitatea acestuia in diferite zone.
La inceputul
incalzirii densitatea maxima a curentului, in planul mediu al componentelor, se aplica pe axa electrozilor
(fig.8.c) ducand la cresterea temperaturii in aceasta zona. in continuare, trecerea
curentului se face preferential, de la
partea centrala mai calda , spre partile periferice mai reci, cu
rezistivitate mai mica , crescand
sectiunea de trecere. Rezulta o micsorare a rezistentei materialului componentelor
strabatute de curent:
 [13]
[13]
unde K2
,este un coeficient de distributie neuniforma a liniilor de curent ca
urmare a incalzirii neuniforme, cu valoarea:
K2 = 0,750,95
Intervalul de valori
corespunde trecerii de la o incalzire cu viteza mica (regim moale), cand zona incalzita este mai
larga, la o incalzire cu viteza mare (regim dur) cand
partile reci sunt mai aproape de axa electrozilor si devierea
liniilor de curent este mai
redusa. Pentru cazurile obisnuite de sudare a tablelor de otel, se poate adopta K2 = 0,85.
Daca
electrozii de contact au diametre diferite, d1 si d2,
se modifica forma liniilor de curent ca in figura 10.
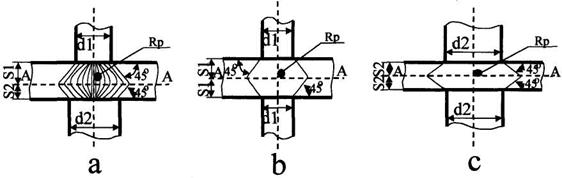
Fig.
10 Modificarea liniilor de curent la sudarea prin presiune a componentelor de
grosimi
diferite
Rezistenta
proprie se va compune din doua parti separate prin planul
'AA', situat la intersectia dreptelor trasate sub un unghi de 45°
de la marginea electrozilor.
Planul
'AA' astfel obtinut, se confunda aproximativ cu o
suprafata echipotentiala a campului
electric, care se stabileste intre electrozii cu diametre diferite. Acest
plan se poate considera ca plan de simetrie in campul ce ia nastere intre
doi electrozi cu diametrul 'd1', dintr-o placa de
grosime s0 = 2 ∙ s1
(fig. 10.b) si respectiv intre doi electrozi cu diametrul
'd2' dintr-o placa de grosime s0 = 2 ∙ s2
(fig. 10.c)
Rezulta
pentru acest caz, rezistenta proprie a materialului:
 [14]
[14]
unde: Ḱ1,
K˝1 - coeficientii
corespunzatori rapoartelor d1 / 2s1 si
respectiv d2 / 2s2;
ρ΄, ρ˝ -
rezistivitatea corespunzatoare temperaturii medii din axa centrala,
temperatura mai mica in placa mai groasa (T1 ≈
1200˚C), fata de placa mai subtire
(T2 ≈
1400˚C).
 [15]
[15]
In cazul real al sudarii in
puncte, intre electrozi se gasesc in mod obisnuit doua componente de sudat si nu una singura ca
in situatia prezentata mai sus. Sectiunea de trecere a
curentului la contactul dintre componente va fi determinata de marimea suprafetei de contact dintre
acestea. Suprafata reala de contact depinde atat de forta de apasare exercitata de electrozi
cat si de rezistenta la deformare plastica a
materialului si temperatura la care se gaseste aceasta. Odata cu cresterea fortei 'F'
diametrul de contact 'd', creste ca in figura 11, pana la o
valoare limita care depinde de grosimea componentei 's',
dupa relatia :
d0 = de + 1,7s [16]
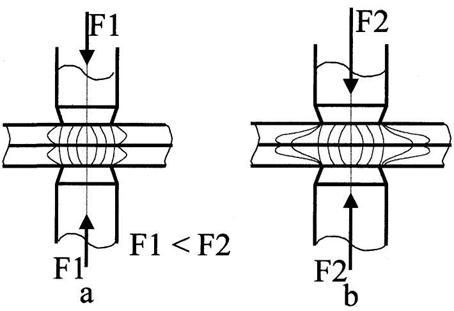
Fig. 11 Variatia diametrului punctului sudat
functie de forta de apasare a
electrozilor.
Pentru
calcule precise a rezistentei proprii, se va introduce in locul diametrului
electrodului de, diametrul fictiv de contact d0, (cu
acesta se va stabili si constanta K1 din graficul din
fig.9)
Suprafata
fictiva de contact dintre doua materiale este data de relatia:
 [17]
[17]
unde: F este forta de
apasare;
σp este rezistenta la deformare
plastica a materialului.
Daca se considera un contact fictiv circular,
diametrul fictiv de contact va fi:
 [18]
[18]
Diametrul fictiv este
diferit de diametrul electrodului. La inceputul operatiei de sudare "d0" este mai mic decat "de",
iar pe masura ce temperatura creste, scazand rezistenta la deformare plastica,
"d0" creste pana la valoarea "de".
La sfarsitul operatiei de
sudare d0 poate fi mai mare decat de.
Pentru calculul
diametrului d0 la sudarea unor placi din otel moale, folosind
electrozi din cupru dur, se poate considera rezistenta de deformare
plastica a materialului:
σp = 40 daN/mm la inceputul operatiei de sudare;
σp =
45 daN/mm la sfarsitul operatiei de sudare.
6
Rolul rezistentelor ce intervin la sudarea prin puncte, in formarea
punctului de sudura
Influenta
acestor rezistente asupra desfasurarii procesului de
degajare a caldurii la sudare, se poate stabili prin analiza
variatiei temperaturii in zona dintre electrozi,
reprezentata ca in figura 12, pentru diferiti timpi de la inceputul
sudarii, in cazul unor
componente din otel.
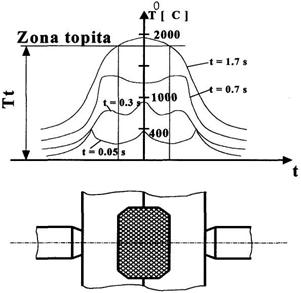
Fig. 12 Variatia
temperaturii in zona dintre electrozi.
Din grafic se observa
ca, la inceput, cresterea temperaturii are loc in zonele de contact. in momentul
urmator, temperatura creste mai putin in zona de contact a electrozilor datorita
efectului de racire produs de acestia, ca urmare a conductibilitatii
termice ridicate a cuprului. Odata cu incalzirea materialului dintre electrozi, crescand si
rezistivitatea materialului de sudat, caldura incepe sa se dezvolte mai rapid in
interiorul componentelor, rolul rezistentei Rc devenind neglijabil. Temperatura
maxima fiind atinsa intre componentele in contact, odata cu depasirea
temperaturii de topire a materialului, se formeaza si nucleul topit in
zona corespunzatoare depasirii acestei temperaturi. Din studiile
efectuate rezulta faptul ca, rezistenta proprie a materialului
joaca rolul principal in degajarea caldurii, partea generata de
rezistenta de contact nefiind mai mare de 10% din caldura totala consumata
in procesul de sudare.
La temperatura ambianta
rezistenta de contact intre componente Rc, are valoarea cea mai
ridicata. Spre exemplificare in figura 13 sunt prezentate valorile initiale ale
rezistentelor, pentru cazul a doua table din otel carbon de 1mm grosime, laminate la rece
si decapate, stranse intre cei doi electrozi tronconici, cu o forta de 500
daN.
Aceste rezistente, inaintea trecerii curentului
electric, au urmatoarele valori
(Rc=17 μΩ ; Rp=7
μΩ ; Rc= 30 μΩ)
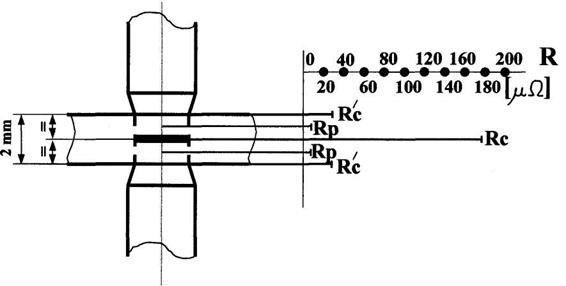
Fig. 13 Valorile rezistentelor de contact la
temperatura ambianta pentru table din
otel carbon cu g= 1mm si F = 500 daN.
Variatia rezistentei
totale la sudare este reprezentata in figura 14
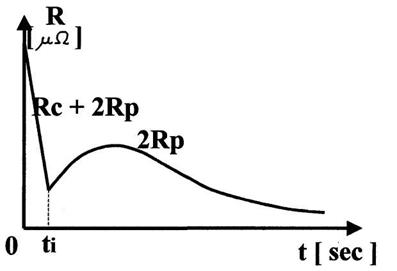
Fig.
14 Variatia rezistentei totale la sudarea in puncte
La inceputul
operatiei de sudare, rezistenta totala este determinata de
rezistenta de contact si are o valoare considerabila care, pe
masura incalzirii pieselor scade foarte rapid, devenind neglijabila la
temperaturi de peste 600°C, in cazul sudarii otelurilor. Rezistenta proprie a
materialului creste la inceput, datorita cresterii
rezistivitatii odata cu temperatura, scazand apoi,
datorita cresterii suprafetei fictive de contact, sub actiunea
fortei de presare pe masura incalzirii pieselor.
In
figura 15 este reprezentata variatia in timp a
rezistentelor' 2RP + Rc la sudarea prin puncte a
componentelor din otel si respectiv din duraluminiu.
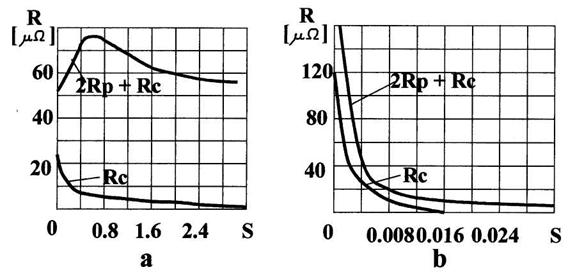
Fig. 15 Variatia in timp a
rezistentelor 2Rp + Rc pentru componente din
otel (a)
si duraluminiu (b)
Se observa ca
la duraluminiu rezistenta de contact dintre componente reprezinta o
sursa termica de importanta mai mare decat in cazul
otelului.
Datorita
efectului preponderent al rezistentei proprii a materialului, pentru
simplificarea calcului rezistentei totale se considera numai
rezistenta proprie finala a pieselor de sudat amplificata
cu un coeficient, K3, care tine cont de variatia rezistentei in timpul
sudarii si de proprietatile materialului de sudat:
 [19]
[19]
unde: K3 = pentru sudarea pieselor
din otel; K3 = 1,21,4 pentru sudarea pieselor din aliaje usoare; Tf -
temperatura finala medie atinsa la sfarsitul operatiei de sudare; la sudarea
otelurilor Tf = 1200-1400°C.
Considerand
si curentul de sudare constant pe durata desfasurarii procesului, ts, rezulta
caldura degajata la sudarea prin puncte:
Q = K3 ∙ R ∙ Is2∙
ts [20]