Managementul calitatii
Calitatea,
notiune consideratǎ concept filozofic a suscitat un viu interes din
cele mai vechi timpuri. Deoarece calitatea produselor se realizeazǎ in
procesul de productie dar se verificǎ de cǎtre beneficiar, este
bine a se face o diferentiere 'calitatea productiei' si
'calitatea produsului'.
Calitatea
productiei reprezintǎ calitatea ansamblului de activitǎti
din sfera productiei, procese din fabricatie, conceptie,
tehnologie, organizarea productiei etc. Calitatea produsului contine performantele
acestuia privind caracteristicile tehnologice, functionale,
psihosenzoriale, economice si cele cu caracter social. In conformitate cu
standardele, calitatea este definitǎ ca fiind ansamblul caracteristicilor
unei entitǎti care conferǎ aptitudinea de a satisface
necesitǎtile expimate sau explicite; prin entitate
intelegandu-se un obiect material sau imaterial care poate fi descris
si considerat in mod individual. Calitatea unui produs este rezultatul
unor activitǎti ce se intersecteazǎ intre ele (de exemplu
proiectare, fabricare, asistentǎ tehnicǎ, intretinere).Punctul
de plecare in managementul calitǎtii il reprezintǎ
elaborareapoliticii calitǎtii, cuprinzand orientǎrile generale
ale intreprinderii in acest domeniu si stabilirea
responsabilitǎtilor calitǎtii. Aceste activitǎti
se referǎ la planificarea, tinerea sub control, asigurare si
imbunǎtǎtirea calitǎtii care se desf'soarǎ
in cadrul sistemului calitǎtii intreprinderii.
Sistemul
calitǎtii este definit ca reprezentand 'structura organizatorica,
procedurile si resursele necesare pentru impleme managementului
calitǎtii'.
Mentinerea
sub control al calitǎtii se refera la ansamblul calitatilor de
supraveghere a desfǎsurǎrii proceselor si de evaluare a
rezultatelor in domeniul calitatii, in fiecare din etapele traiectoriei
produsului, in raport cu obiectivele si standardele prestabilite, in
scopul eliminarii deficientelor si prevenirii aparitiilor in
procesele ulterioare. Aceasta evaluare si supraveghere are in vedere, prin
urmare procesele de realizare a calitatii, rezultatele acestor procese
referitoare la calitate si sistemul calitǎtii firmei.
1.0. Calitatea totala
Calitatea totala reprezinta o abordare
globala de tinere sub control a calitatii.
Calitatea
totala constituie un mod de
abordare a unei organizatii, o apropiere de munca de elita,
evidentiind toate formele de performanta si relatiile
dintre partenerii industriali. Ea reprezinta atat o revolutie
sociala la locul de munca dar si o apropiere eficienta
si efectiva catre profesionalism si succes.
Calitatea totala nu se refera doar la un produs
sau la anumite produse specifice ci la intreaga activitate a unei
organizatii, la ceea ce aceasta poate sau ar trebui sa faca
pentru a influenta decisiv nu numai opinia clientilor lor
intermediari sau a consumatorilor finali, ci si intreaga lor
reputatie.
O evaluare a calitatii produselor si
serviciilor unei organizatii din punctul de vedere al clientului este
bazata pe ceea ce clientul, prin cumparare, constata ca e
cel mai bun. Cheia este de a ridica asteptarile de pe
piata, prin furnizarea de bunuri si servicii la un nivel
calitativ cat mai inalt si mai ales superior celui oferit de
concurenta. In mod inevitabil concurenta devine factorul
raspunzator de schimbarea acestor asteptari, de obicei in
directia neprevazuta de competitorii sai.
7.
2. HACCP
In perioada pe care o
parcurgem consumatorii sunt din ce in ce mai constienti de aspectele
igienice ale vietii si alimentatiei lor si de aceea a
devenit absolut necesar si obligatoriu
ca toti producatorii sa respecte atat exigentele
tehnologice cat si pe cele igienico-sanitare.
Legislatia
internationala privind produsele alimentare prevede aplicarea in
toate unitatile implicate in productia, transportul, depozitarea
si comercializarea alimentelor a unui sistem de managementul
sigurantei bazat pe evaluarea si prevenirea pericolelor adica a
unui sistem
H.A.C.C.P. (Hazard Analysis. Critical Control Points
- Analiza pericolelor. Puncte Critice de Control) - reprezinta o
metoda de abordare sistematica a asigurarii
inocuitatii alimentelor, bazata pe identificarea, evaluarea
si tinerea sub control a tuturor pericolelor care putea intervine in
procesul de fabricare, manipulare si distributie a acestora.
Sistemul HACCP are 7 principii de baza, conform CAC
(Codex Alimentarius Commission):
Principiul 1:
Identificarea si evaluarea
pericolelor asociate cu obtinerea si recoltarea materiilor prime
si ingredientelor, prelucrarea, manipularea, depozitarea,
distributia, prepararea culinara si consumul produselor alimentare.
Principiul 2:
Identificarea punctelor critice
prin care se pot tine sub control riscurile identificate.
Principiul 3:
Stabilirea limitelor critice
care trebuie respectate in fiecare punct critic de control.
Principiul 4:
Stabilirea sistemului de monitorizare
a punctelor critice de control.
Principiul 5:
Stabilirea actiunilor
corective ce vor fi aplicate atunci cand monitorizarea arata ca un
CCP nu este sub control.
Principiul 6:
Stabilirea procedurilor prin
care se va verifica daca sistemul HACCP functioneaza corect.
Principiul 7:
Organizarea unui sistem
eficient de pastrare a documentatiei sistemului HACCP.
Cele 7 principii ale metodei H.A.C.C.P. pot fi aplicate
prin parcurgerea unei secvente logice care include 14 etape:
Etapa 1 - Definirea termenilor de
referinta
Etapa 2 - Construirea si
instruirea echipei H.AC.C.P.
Etapa 3 - Descrierea produsului si a distributiei acestuia
Etapa 4 -
Utilizarea intentionata a produselor
Etapa
5 - Construirea diagramelor de flux
Etapa 6 - Verificarea pe teren a
diagramei de flux
Etapa 7 - Analiza pericolelor si
stabilirea masurilor de control
Etapa 8 - Identificarea punctelor
critice de control
Etapa 9 - Stabilirea limitelor
critice pentru fiecare punct critic de control
Etapa 10 - Stabilirea unui sistem de
monitorizare pentru fiecare CCP
Etapa 11 - Stabilirea unui plan de
actiuni corective
Etapa 12 - Stabilirea unui sistem de stocare a inregistrarilor
si documentatiei
Etapa 13 - Verificarea modului de
functionare a sistemului H.A.C.C.P.
Etapa 14 - Revizuirea planului H.A.C.C.P.
Termeni de referinta folositi
Siguranta in consum concept conform caruia produsul alimentar nu va pune
in pericol sanatatea sau viata consumatorului daca este
preparat si/sau consumat potrivit utilizarii prevazute.
Analiza pericolelor - procedura de identificare a pericolelor
potentiale si a conditiilor care conduc la aparitia lor in
produsele alimentare. Metoda evalueaza probabilitatea de aparitie a
unui risc si severitatea acestuia asupra sanatatii
pentru a se stabili daca este semnificativ pentru siguranta in
consum.
Plan HACCP documentul
scris care detaliaza procedurile ce trebuie urmate, in conformitate cu
principiile HACCP.
Pericol orice factor de natura
biologica, chimica sau fizica ce poate constitui o
amenintare la adresa sanatatii sau vietii
consumatorului.
Unui produs alimentar ii pot fi asociate trei categorii
de pericole:
biologice: microorganisme (bacterii - din genul Salmonella, Staphylococcus
aureus, Listeria monocytogenes, Bacillus cereus, Campylobacter jejuni, Escherichia
coli, Shigella, Clostridium botulinum, Clostridium perfringens; drojdii;
mucegaiuri - Aspergillus flavus;
virusuri, paraziti animale marine ca sursa de compusi toxici
care pot produce diaree sau pot determina paralizie.
chimice: substante toxice - hormoni de crestere, antibiotice si
alte reziduuri de medicamente, fertilizanti, pesticide, metale grele.
fizice: obiecte straine - sticla, lemn, pietre, nisip,
impuritati metalice, bucati de ambalaje, oase, materiale de
constructie, insecte, rozatoare, par, paie.
Esenta
sistemului HACCP consta in identificarea acestor pericole inainte de
inceperea fabricatiei produsului respectiv, urmata de elaborarea
si aplicarea unor masuri de prevenire sau eliminare a pericolelor
identificate.
Risc - combinatie intre
probabilitatea de aparitie a unui efect negativ asupra
sanatatii si severitatea efectului respectiv la
expunerea la un anumit pericol.
Masura de control - actiunea sau activitatea
necesara pentru prevenirea sau eliminarea unui pericol pentru
siguranta alimentului sau pentru reducerea acestuia pana la un nivel
acceptabil.
Grad de control
CCP - Critical Control Point. Punct Critic de
Control -
etapa procesului tehnologic care daca este tinuta sub
control va conduce la reducerea pana la un nivel acceptabil, prevenirea
sau eliminarea pericolelor identificate.
CP - Control Point. Punct de Control - etapa in care se poate
exercita un control, dar care nu este critica pentru sanatatea
consumatorului in cazul depasirii limitelor impuse.
Limita critica - reprezinta
valoarea prescrisa a unui anumit parametru al produsului sau al procesului
intr-un punct critic de control, a carei depasire/nerespectare
ar pune in pericol sanatatea sau viata consumatorului.
Actiuni corective - masuri ce trebuie
luate atunci cand monitorizarea indica o tendinta de pierdere a
controlului in punctele critice de control (CCP) sunt:
Corectie+ analiza
cauze+masuri de prevenire (ex. selectare furnizori).
Corectie - actiunea de eliminare a unei
neconformitǎti detectate.
Monitorizarea -
reprezinta secventa planificata de masurare sau
observare a parametrilor critici ai produsului sau procesului, prin care se
determina daca masurile de control luate in considerare
continua sa functioneze corespunzator.
La realizarea planului HACCP se va tine cont
de schema tehnologica de obtinere a iaurtului cu zmeura si
a smantanii fermentate (Figura 7).
In acest sens, se va analiza fiecare operatie
unitara stabilindu-se punctele critice de control si punctele de
control (tabel 6).
7. 3. Sisteme de
organizare a activitǎtilor referitoare la calitate
In momentul in care o
organizatie decide sǎ utilizeze sistemul HACCP pentru asigurarea
inocuitǎtii produselor sale, aceasta trebuie sǎ se angajeze ca
programul HACCP sǎ fie parte integralǎ a modului de operare al organizatiei.
Intrucat HACCP reprezintǎ o abordare structuralǎ a controlului
sigurantei produselor, sistemul HACCP trebuie organizat si condus
astfel incat sǎ se asigure operarea corectǎ si mentinerea
corespunzǎtoare.
Programul HACCP este
asociat departamentului Asigurarea calitǎtii (AC). In ultimii ani se
considerǎ oportunǎ organizarea unui Birou de Sigurantǎ a
Produselor. Infiintarea acestui Birou transmite un mesaj personalului:
preocuparea serioasǎ pentru siguranta produselor. In plus el este o
demonstratie vizibilǎ a angajamentului conducerii organizatiei.
Dupǎ elaborarea
unui plan HACCP, cele mai multe interprinderi vor descoperi cǎ practicile
operationale curente controleazǎ deja multe puncte critice de control
asociate produsului sau procesului.
La adoptarea HACCP,
interprinderea trebuie sǎ se adresezǎ celor sapte principii
HACCP.
Deficientele
multor programe HACCP apar adesea in douǎ domenii:
documentarea planului
HACCP
managementul
programului HACCP.
Deficientele in
documentarea planului pot consta intr-o inadecvatǎ informatie de fond
pentru conducerea unei analize a riscurilor, documentarea
necorespunzǎtoare pentru CCP identificate, justificarea
nestiintificǎ a limitelor critice si lipsa
justificǎrii frecventei monitorizǎrii.
Pentru reusita
programului HACCP trebuie sǎ existe o angajare deplinǎ pentru
siguranta produselor si pentru conceptul HACCP. Esenta
succesului unui program HACCP constǎ in angajamentul conducerii pentru
introducerea programului. In plus, reusita va depinde de planul detaliat,
prevǎzand resursele ce trebuie alocate si antrenand lucrǎtorii
in obtinerea de produse sigure.
Conducerea trebuie
sǎ-si recunoasǎ responsabilitatea prin dispunerea de
verificǎri ,,in mers'' in timpul
operǎrii sistemului si evaluarea sistemului HACCP. Este necesar un
program sistematic de auditare a sistemului HACCP pentru a realiza o viziune pe
termen lung a obiectivelor si functionarea programului. De asemenea,
conducerea organizatiei trebuie sǎ prevadǎ evaluǎri
planificate a programelor preliminare si verificǎri. Se evaluazǎ
prin audit programele:
controlul
materialelor;
etalonarea
instrumentelor, a aparaturi;
igiena
si sanitatia;
pǎstrarea
inregistrǎrilor, control si verificare;
instruire;
selectarea
furnizorilor.
Conducerea trebuie
sǎ numeascǎ un coordonator HACCP care sǎ lucreze cu o echipa
multidisciplinarǎ pentru elaborarea si implementarea planului HACCP.
Dupǎ ce a
identificat coordonatorul HACCP, managerul trebuie sǎ stabileascǎ
indatoririle acestuia si cunostintele necesare pentru a le
indeplini cu succes, intre indatoririle coordonatorului se numǎrǎ:
identificarea
operatorilor cheie care por servi ca instructori;
scrierea
instructiunilor si a listelor de verificare;
revizuirea
inregistrǎrilor HACCP;
revizuirea
instructiunilor de lucru;
urmǎrirea
efectuǎrii auditurilor interne;
initierea
analizelor pentru a stabili cauzele problemelor;
asigurarea
conformitǎtii cu programele preliminare.
Un rol important in
componenta echipei HACCP il are reprezentantul compartimentului
Productie. Echipa va include si un specialist in instalatii,
asigurarea calitǎtii si siguranta in consum, igienist. In
echipǎ, adesea, este numit si un reprezentant al conducerii pentru a
asigura concordanta deciziilor echipei cu politica firmei si suportul
corespunzǎtor.
3.1. Bilantul
de materiale pentru iaurtul cu zmeura
Bilantul de materiale pentru obtinerea iaurtului cu
zmeura se intocmeste pentru fiecare operatie unitara din
schema tehnologica.
1. Transport
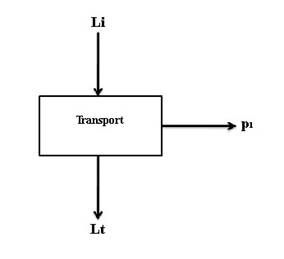
Ecuatia de bilant de materiale total este: Li=Lt+
unde: Li- cantitatea
de lapte initial, kg;
Lt- cantitatea de lapte
rezultata dupa operatia de transport, kg
 pierderile
tehnologice considerate pentru operatia de transport, kg;
pierderile
tehnologice considerate pentru operatia de transport, kg;
Conform datelor initiale de
proiectare, stiind ca cantitatea de lapte integral procesata
zilnic este de 20000 litri se calculeaza cantitatea de lapte initial
astfel:
Li=ρ∙Li'
unde: Li'-
cantitatea de lapte integral procesata zilnic,
l
ρ- densitatea laptelui integral, kg/
Se va
considera ρ=1030 kg/ (Macovei, 2000)
Li=20600 kg
Pierderile
pentru operatia
unitara de transport se vor considera 0,05% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de transport, notate , astfel

Rezulta Lt=Li-=20589,7 kg
2. Receptie calitativa
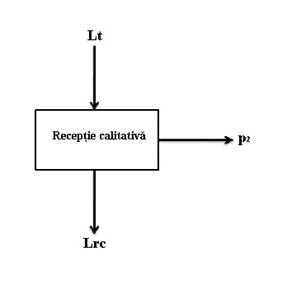
Ecuatia de bilant de materiale total este: Lt=Lrc+
unde: Lt- cantitatea
de lapte rezultata dupa operatia de transport, kg
Lrc- cantitatea de lapte rezultata dupa operatia de
receptie calitativa, kg
pierderile tehnologice considerate pentru
operatia de receptie calitativa, kg;
Lt=20589,7 kg
Pierderile
pentru operatia
unitara de receptie calitativa se vor considera 0,02% raportate
la materia prima.
Se
calculeaza pierderile pentru operatia de receptie
calitativa, notate , astfel

Rezulta: Lrc=Lt-=20585,59 kg
3. Filtrare, receptie
cantitativa, racire, depozitare izoterma
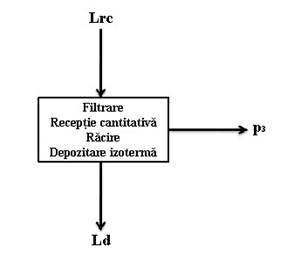
Ecuatia de bilant de materiale total este: Lrc=Ld+
unde: Lrc- cantitatea de lapte rezultata dupa operatia de
receptie calitativa, kg
Ld- cantitatea de lapte
rezultata dupa operatiile de: filtrare, receptie cantitativa, racire,
depozitare tampon, kg
pierderile tehnologice considerate pentru
operatiile de: filtrare, receptie cantitativa, racire,
depozitare tampon, kg
Lrc=20585,59 kg
Pierderile pentru operatiile unitare de: filtrare, receptie cantitativa, racire,
depozitare tampon se vor considera 0,07%
raportate la materia prima.
Se calculeaza pierderile pentru operatiile de:
filtrare, receptie
cantitativa, racire, depozitare tampon, notate , astfel:

Rezulta Ld=Lrc-=20571,19 kg
4. Preincalzire
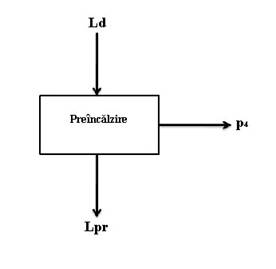
Ecuatia de bilant de materiale total este: Ld=Lpr+
unde: Ld- cantitatea
de lapte rezultata dupa operatiile de: filtrare, receptie cantitativa, racire,
depozitare tampon, kg
Lpr- cantitatea de lapte rezultata dupa operatia de
preincalzire, kg
pierderile tehnologice considerate pentru
operatia de preincalzire, kg
Ld=20571,19 kg
Pierderile
pentru operatia
unitara de preincalzire se vor considera 0,01% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de preincalzire, notate  , astfel
, astfel

Rezulta: Lpr=Ld-=20569,14 kg
5. Curatire
centrifugala
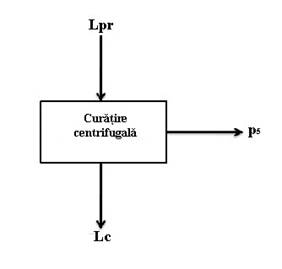
Ecuatia de bilant de materiale total este: Lpr=Lc+
unde: Lpr- cantitatea de lapte rezultata dupa operatia de
preincalzire, kg
Lc- cantitatea de lapte rezultata
dupa operatia de curatire centrifugala, kg;
pierderile tehnologice considerate pentru
operatia de curatire centrifugala, kg
Lpr=20569,14 kg
Pierderile
pentru operatia
unitara de curatire centrifugala se vor considera 0,2% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de curatire
centrifugala,
notate , astfel

Rezulta Lc=Lpr-=20528,01 kg
6. Standardizare
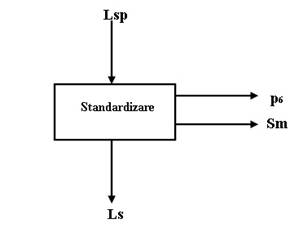
Ecuatia de bilant de materiale total este: Lsp=Ls+Sm+
unde: Lc- cantitatea de lapte rezultata
dupa operatia de curatire centrifugala, kg;
Ls- cantitatea de lapte
rezultata dupa
operatia standardizare, kg
Sm- cantitatea de smantana
rezultata dupa operatia de standardizare, kg;
pierderile tehnologice considerate pentru
operatia de standardizare, kg
Lc=20528,01 kg
Pierderile
pentru operatia
unitara de standardizare se vor considera 0,1% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de standardizare, notate , astfel

Ecuatia
de bilant de materiale partial in continut de grasime este
Lc
Din datele initiale de proiectare: 
Se adopta 


3,7∙Lc=2Ls+25Sm+3,7 (2)
(2)
Din relatiile (1) si (2)
rezulta: Sm=1515,77
kg
Ls=18991,72 kg
7. Omogenizare
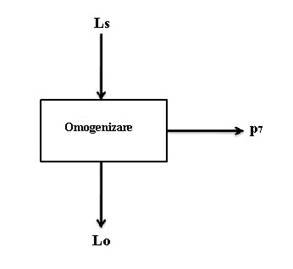
Ecuatia de bilant de materiale total este: Ls=Lo+
unde: Ls-
cantitatea de lapte rezultata
dupa operatia de standardizare, kg
Lo- cantitatea de lapte
rezultata dupa operatia de omogenizare, kg;
 pierderile tehnologice considerate pentru
operatia de omogenizare, kg
pierderile tehnologice considerate pentru
operatia de omogenizare, kg
Ls=18991,72 kg
Pierderile
pentru operatia
unitara de omogenizare se vor considera 0,02% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de omogenizare, notate , astfel

Rezulta: Lo=Ls- =18987,93 kg
=18987,93 kg
8. Pasteurizare
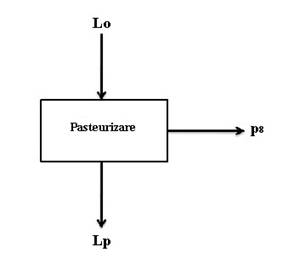
Ecuatia de bilant de materiale total este: Lo=Lp+
unde: Lo- cantitatea de lapte rezultata dupa
operatia de omogenizare, kg;
Lp- cantitatea de lapte rezultata dupa operatia de pasteurizare, kg;
pierderile tehnologice considerate pentru
operatia de pasteurizare, kg
Lo=18987,93 kg
Pierderile
pentru operatia
unitara de pasteurizare se vor considera 0,1% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de pasteurizare, notate , astfel

Rezulta: Lp=Lo- =18968,95 kg
=18968,95 kg
9. Racire
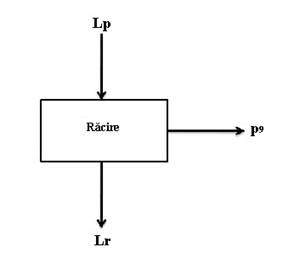
Ecuatia de bilant de materiale total este: Lp=Lr+-
unde: Lp- cantitatea de lapte rezultata dupa
operatia de pasteurizare, kg;
Lr- cantitatea de lapte
rezultata dupa operatia de racire, kg;
 pierderile tehnologice considerate pentru
operatia de racire, kg
pierderile tehnologice considerate pentru
operatia de racire, kg
Lp=18968,95 kg
Pierderile
pentru operatia
unitara de racire se vor considera 0,03% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de racire, notate , astfel
Rezulta: Lr =Lp-=18963,26 kg
10. Inoculare
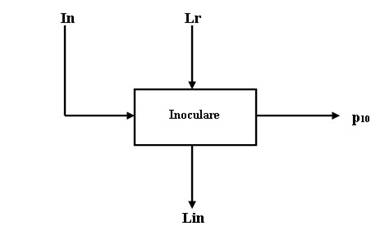
Ecuatia de bilant de materiale total este: Lr+In=Lin+
unde: Lr- cantitatea de lapte rezultata dupa
operatia de racire, kg;
In- cantitatea de inocul
(cultura
D.V.S.)
Lin- cantitatea de lapte
rezultata dupa operatia de inoculare, kg;
pierderile tehnologice considerate pentru operatia de inoculare, kg
Lr =18963,26 kg
Pierderile
pentru operatia
unitara de inoculare se vor considera 0,03% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de inoculare, notate  , astfel
, astfel

Rezula: Lin=Lr-=18957,58 kg
11. Termostatare
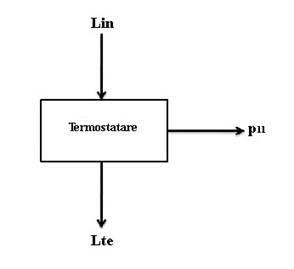
Ecuatia de bilant de materiale total este: Lin=Lte+
unde: Lin- cantitatea de lapte rezultata dupa
operatia de inoculare, kg;
Lte-
cantitatea de lapte rezultata dupa operatia de termostatare, kg;
 pierderile tehnologice considerate pentru operatia de termostatare, kg
pierderile tehnologice considerate pentru operatia de termostatare, kg
Lin =18957,58 kg
Pierderile
pentru operatia
unitara de termostatare se vor considera 0,05% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de termostatare, notate , astfel

Rezula: Lte=Lin-=18948,11 kg
12. Amestecare,
racire, adaugare fructe, adaugare stabilizatori, adaugare
indulcitori
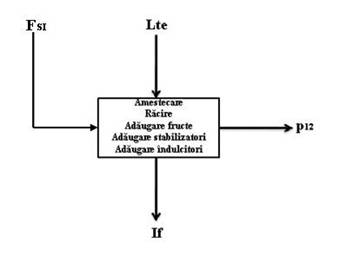
Ecuatia de bilant de materiale total este: Lte+Fsi=If+
unde: Lte- cantitatea de lapte rezultata dupa operatia de
termostatare, kg;
If- cantitatea de iaurt cu fructe
rezultata dupa operatiile de: amestecare, racire, adaugare fructe,
adaugare stabilizatori, adaugare indulcitori, kg
pierderile tehnologice considerate pentru
operatiile de: amestecare, racire, adaugare fructe,
adaugare stabilizatori, adaugare indulcitori, kg
Lte=18948,11 kg
Pierderile pentru operatiile unitare de: amestecare, racire, adaugare fructe,
adaugare stabilizatori, adaugare indulcitori se vor considera 0,03% raportate la materia prima.
Se calculeaza pierderile pentru operatiile de:
amestecare, racire,
adaugare fructe, adaugare stabilizatori, adaugare indulcitori,
notate , astfel:

Cantitatea de fucte, stabilizatori si indulcitori
reprezinta 10% din cantitatea de lapte rezultata dupa
operatia de termostatare, deci:

Rezulta If=Lte+Fsi-=20837,24 kg
13.Ambalare
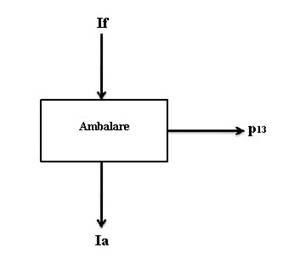
Ecuatia de bilant de materiale total este: If=Ia+
unde: If- cantitatea de iaurt cu fructe rezultata
dupa operatiile de: amestecare, racire, adaugare fructe,
adaugare stabilizatori, adaugare indulcitori, kg
Ia-
cantitatea de iaurt
cu fructe rezultata dupa operatia de ambalare, kg;
pierderile tehnologice considerate pentru operatia de ambalare, kg
If =20837,24 kg
Pierderile
pentru operatia
unitara de ambalare se vor considera 0,2% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de ambalare, notate , astfel
Rezula: Ia=If-=20795,57 kg
14. Depozitare
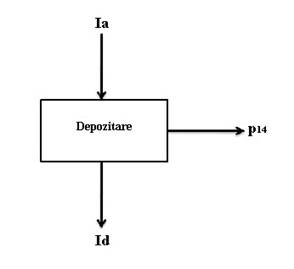
Ecuatia de bilant de materiale total este: Ia=Id+
unde: Ia- cantitatea de iaurt cu fructe rezultata dupa operatia de
ambalare, kg;
Id-
cantitatea de iaurt cu
fructe rezultata pentru a fi depozitata, kg;
pierderile tehnologice considerate pentru operatia de depozitare, kg
Ia =20795,57 kg
Pierderile
pentru operatia
unitara de depozitare se vor considera 0,03% raportate la materia
prima.
Se
calculeaza pierderile pentru operatia de depozitare, notate , astfel

Rezula: Id=Ia-=20787,26 kg
 CCP
CCP
CCP


Filtrare
Receptie cantitativa Racire Depozitare
izoterma
|
|



Fructe
Stabilizatori Indulcitori
|
|
CP
CP

 CCP
CCP
CCP

 CP
CP

 CCP CCP
CCP CCP

 CP
CP


 CP CP
CP CP

Insamantare Maturare biochimica
Racire Maturare fizica
|
|
CCP

Amestecare Racire Adaugare fructe Adaugare
stabilizatori Adaugare indulcitori
|
|
CP

 CCP
CCP

 CCP
CCP

 CCP CCP
CCP CCP
Livrare iaurt cu zmeura Livrare smantana
fermentata
Fig.
7. Schema tehnologica de obtinere a iaurtului cu zmeura si
a smantanii fermentate cu identificarea punctelor critice si a punctelor
critice de control