Tehnologia de lipire la val (wave solder)
1. Procesul de lipire la val
Lipirea
la val este un proces de lipire pe scara larga (productivitate ridicata), care
permite asamblarea prin lipire a componentelor electronice pe placile cu cablaj
imprimat (Fig. 1.1.). Numele este
dat de valul de aliaj de lipit in stare lichida (Fig 1.2) peste care este trecuta placa plantata in scopul lipirii
terminalelor componentelor electronice la traseele metalice neprotejate,
procesul de lipire fiind realizat pe partea inferioara a placii (bottom side).

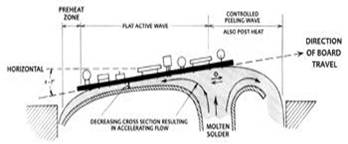
Fig. 1.1.
Procesul de lipire la val Fig
1.2. Directia de deplasare a placii
Procesul
este dedicat lipirii componentelor electronice cu terminale (through-hole components/devices - THD) plantate
pe partea superioar a placii cu terminalele trecute prin gauri in placa (through-hole printed circuit assemblies)
si din acest motiv are denumirea prescurtata THT (through-hole techology).
Tehnologia THT permite si lipirea componentelor asamblate prin lipire pe
suprafata (smt - surface mount devices).
In acest caz, componentele smt care
urmeaza sa fie lipite pe partea inferioara a placii, pentru a fi mentinute in
timpul procesului, in special la trecerea prin val, necesita in prealabil montarea
lor pe partea inferioara a placii cu adeziv epoxidic. Desi se poate observa
tendinta de inlocuire a componentelor cu terminale prin componete cu montare pe
suprafata, ceea ce are drept consecinta eliminarea necesitatii de utilizare a
procesului de lipire la val, aceasta tehnologie inca este larg utilizata pentru
componente de putere sau alte componente pentru care este necesara pastrarea terminalelor.


Fig.1.3. Masina de lipit la val Fig. 1. Linie de lipire la val cu plantare manuala
In
general procesul de lipire la val presupune utilizarea unor masini specializate
care au o structura principial comuna, conforma cerintelor impuse de necesitatea asigurarii parametrilor procesului de
lipire. Prin introducerea unui sistem de transport al placii plantate intre
zona de plantare a componentelor (manual si / sau automat), masina de lipit la
val si zona de control a placii asamblate, se realizeaza o linie tehnologica de
lipire la val (wave soldering line). Placile plantate pot fi vehiculate prin
sistemul de transport cu benzi transportoare prin prindere directa cu agrafe
sau indirecta prin utilizarea unor cadre specializate (Fig. 1.6; Fig. 1.2; Fig. 1.8.). In cazul prinderii directe placile
vor fi prevazute bare de protectie la patrunderea in val (Fig. 1.5.).


Fig. 1.5. Protectie la intrare in val Fig. 1.6. Placa plantata pe cadru
In unele cazuri la
lipirea placilor plantate cu componente smd s-au obtinut rezultate calitativ
superioare daca placile au fost introduse cu un unghi < 45s fata de
perpendiculara pe val. In acest scop se utilizeaza un cadru multifunctional,
care permite rotatia placii in plan orizontal (Fig. 1.9.).



Fig. 1.7. Cadru la val Fig. 1.8.
Structura cadrului Fig. 1.9. Cadru multifunctional
Masinile
de lipire la val au o structura seriala pe zone specializate pentru aplicarea
fluxului, preancalzire, valul de lipire, racire si in unele cazuri pentru
curatare, functie de tipul de flux utilizat. Masinile de lipire la val difera
prin structuri particulare pe fiecare zona si prin solutia tehnica aleasa
pentru asigurarea parametrilor procesului pe zonele specializate cu
posibilitati de reglare a variabilelor corespunzatoare zonei. Astfel, pot
diferii solutiile tehnice de aplicare a fluxului, numarul zonelor de
preancalzire(ex: 3 TALOS, 9 SEHO) si solutia tehnica utilizata pentru incalzire,
tipul de val, numarul zonelor de racire.
Fluxul
este o substanta care faciliteaza lipirea prin curatarea chimica a suprafetelor
metalice ce intervin in lipitura compusa din rasini si substante chimece
dizolvate in solveti aromatici sau apa. Inert la temperatura camerei, devine
activa la temperatura ridicata necesara lipirii, indepartand oxizii existenti,
prevenind oxidarea intimpul procesului si imbunatatind adarea suprafetelor de
catre aliajul de lipit in stare lichida. Aplicarea fluxului se face prin doua
metode : pulverizare sau spumare. Pulverizarea se poate face prin utilizarea
unei duze ce baleiaza zona de subplaca plantata sau prin utilizarea mai multor
duze fixe cu alimentare comuna. In cazul spumarii, placa plantata va fi trecuta
cu partea inferioara pritr-o cascada de spuma preluata printr-un horn metalic
amplasat deasupra unui cilindru prevazut cu multe gauri fine, imersat in fluxul
aflat intr-un vas specializat. Trecerea aerului comprimat prin cilindrul numit
si "piatra" provoaca spumarea si obtinerea "cascadei" prin urcarea pe horn.
Indiferent de metoda de aplicare este foarte important controlul precis al
cantitatii de flux depusa pe partea inferioara a placii plantate. O cantitate
redusa de flux va genera defecte de lipire, in timp ce prea mult flux afecteaza
aspectul lipiturilor si fiabilitatea lor pe termen lung. In general se
utilizeaza un jet de aer comprimat pentru indepartarea fluxului excedentar.
Preancalzirea
este necesara pentru indepartarea solventilor din fluxul depus, activarea fluxului
si prevenirea socului termic ca apare la trecerea prin val a placii plantate.
Preancalzirea se face treptat cu o panta determinata de crestere a
temperaturii. Preancalzirea de la valoarea temperaturii de camera se face prin
convectie, utilizand jeturi de aer cald. Pentru preancalzirea premergatoare
trecerii prin val si asigurarea temperaturii de preancalzire necesara in zonele
dens populate cu componente sau cu masa termica mare, se utilizeaza
incalzitoare cu radiatie infrarosie.
Pentru
lipire placa plantata este trecuta sub un unghi determinat (Fig 1.2.) prin valul de aliaj in stare
lichida, care va determina activarea fluxului si va depune aliaj pentru
realizarea lipirii terminalelor componentelor. Sunt utilizate o varietate mare
de configuratii pentru un val sau doua valuri, turbulente sau laminare. Doua
valuri cu geometri diferite sunt utilizate pentru lipirea placilor care au
componente smt pe partea inferioara si componente cu terminale pe partea
superioara (Fig. 1.10; Fig. 1.11.).

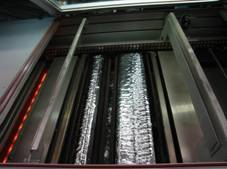
Fig. 1.10. Val
dublu turbulent/laminar Fig. 1.11. Val dublu, turbulent
1.1. Caracterizarea valului
de lipire (geometria valului, consecinte,
tehnologii)
Valul
de lipire indeplineste functiile:
sursa si agent de transfer al
caldurii in proces;
mijloc de transport al aliajului
de lipit in stare topita.
Pentru
realizarea unor lipituri corecte in diferite situatii determinate de tipul si
dimensiunile componentelor, respectiv pozitia lor pe placa, se utilizeaza
diferite tipuri de val caracterizate prin geometrie, dinamica si
caracteristicile termice specifice. Caracterizarea include si mediul din
proximitatea valului.
 Fig. 1.1. Geometria valului de
lipire
Fig. 1.1. Geometria valului de
lipire
Valul de lipire se caracterizeaza
prin (Fig. 1.1.):
latimea valului L;
inaltimea valului h;
lungimea de contact val/suprafata
pcb, Lc;
suprafata de contact val/suprafata
pcb, Sc.
In functie de
viteza de deplasare a placii v (mm/s) si
lungime de contact Lc (mm) se poate
determina timpul de contact Tc (s)
al unui punct situat pe suprafata placii cu valul. Deteminarea Tc permite evaluarea solicitarii
termice a placii de cablaj imprimat si a componentelor si se caluleaza cu
formula:
Tc = [0.06
Lc/V] (s) (
Forma valului de lipire este
determinata de presiunea viteza si directia in care aliajul de lipit in stare
topita este ejectat de catre duza, functie de geometria acestia. Acesti
parametri determina carcteristicile de curgere ale valului de lipire si
dicteaza conditiile de intrare si iesire ale placilor din val, respectiv
unghiurile de intrare/iesire si viteza relativa de deplasare a placii in raport
cu cea de curgerea aiajului topit.
Exista mai multe forme si
configuratii ale valului de lipire care pot fi clasificate astfel:
- numarul
de valuri: val simplu si val dublu;
- directia
de curgere a valului: unidirectional
si bidirectional;
- modul
de curgere al valului: turbulent,
vibrator, laminar si stationar;
- mediul
exterior anvelopei valului: mixturi
uleioase, uscat, barbotat cu aer sau gaz inert.
Cele mai utilizate
tipuri de valuri sunt:
- Lambda: - val simplu, neted cu o curgere laminara, bidirectional, care
permite o suprafata mare de contact (Fig.1.2.). Aliajul de lipire in sare
topita 5 aflat in cuva 6 (solder
pot) este pompat prin duze si directionat prin aipile anterioare si
posterioare. Prin utilizarea unei aripi posteriare reglabile 4 este posibil controlul directiei si a
debitului de aliaj topit. Se poate regla astfel intinderea si inclinarea zonei
active de contact. Pe suprafata valului se pot identifica zonele de
preancalzire a, activa b, de iesire c si de postincalzire d.
Zona activa poate avea o lungime e contact de maximum 100mm si o inclinatie
maxima a valului de 8°. Inclinatia practica optima fiind 4- 6°. Viteza relativa
de curgere este maxima cand placa intra in contact cu valul si descreste cu
inaintarea placii. Presiunea valului creste la inaintarea placii in val,
favorizand umplerea prin capilaritate a gaurilor metalizate cu aliaj topit.
Iesirea placii din val se face sub un unghi de separatie foarte mic si viteza
de curgere redusa in scopul favorizarii drenajului. Din acest punct de vedere
au o contributie zonele de iesire si postancalzire datorita incalzirii usoare
asigurate prin radiatie si convectie.
Valul
Lambda genereaza cantitati reduse de zgura, asigura o umplere corecta a
gaurilror si este destinat utilizarii cu atmosfera ambianta - aer.
- 'A' Wave: - val simplu, neted cu o curgere laminara, bidirectional, care
asigura un timp redus de contact. A fost proiectat pentru utilizarea in
atmosfera de azot, care permite obtinerea udarii in conditiile unei suprfete
reduse de contact.
- Chip Wave: - val simplu, turbulent cu sprafata de contact redusa. Turbulenta
este utilizata pentru spargerea meniscului determinat de tensiunea supericiala,
in zonele umbrite determinate de plantarea apropiata a componentelor chip. Se
previne astfel fenomenul de salt al valului peste zone ale componentelor chip (skips).
- Worthmann, sau Smartwave: - val dublu,
combinatie intre lambda si chip care permite obtinerea de rezultate foarte bune
la lipirea mixta THT - SMD prin cresterea timpului total de contact si
eliminareafenomenelor de salt si punti. Acest tip de val, in diferite variante
(Fig. 1.10 - 11) este cel mai utilizat in echipamentele moderne de lipire la
val.
Exista
numeroase variante de linii de lipire in val. Diferenta majora intre
ele consta in forma valului. Liniile de lipire in val se clasifica dupa
cateva criterii care caracterizeaza proprietatile valului, dar
si mediul din proximitate:
Liniile de
lipire cu dublu val sunt cele mai raspandite pentru ca sunt fiabile,
ofera produse de calitate si sunt relativ usor de
intretinut. Economic, principalul dezavantaj al liniilor de lipire in val
este faptul ca rentabilitatea investitiei si consumabilelor se
amortizeaza numai pentru serii mari de produse. Tehnic, lipirea in val
este limitata de acuratetea de lucru ("pitch"). Astfel, componentele
cu spatiere foarte mica intre terminale sunt dificil de procesat la val,
deoarece apar frecvent defecte datorate puntilor de aliaj (scurtcircuite).
Valul de tip Worthmann a dus la cresterea calitatii si a acuratetii de lucru.
Pentru cresterea calitatii
lipiturilor se realizeaza procesul de lipire in atmosfera inerta, uzual prin
utilizarea azotului. Utilizarea atmosferei controlate de azot permite reducerea
numarului de defecte, a mentenantei si variabilitatii procesului. De asemenea
imbunatateste umectarea terminalelor si umplerea gaurilor, permitand extinderea
utilizarii procesului pentru componente mai mici.
2. Parametrii si variabilele procesului de lipire la val
Daca luam in considerare procesul intrinsec de lipire la val, parametrii
procesului pot fi definiti in relatie cu zonele tehnologice descrise si sunt
prezentati grafic in fig. 2.1:
-
perioada de preincalzire (Preheating
time ) trebuie sa asigure
cresterea rapida a temperaturii placii la 45sC cu o panta de maxim 2 sC/sec.
Placa trebuie sa ajunga la 85 sC inainte de lipire;
-
perioada de umectare (Wetting time) este
de la momentul primului contact intre partile ce vor fi lipite si valul de
aliaj topit, pana la momentul inceperii solidificarii aliajului in lipituri;
durata
contactului cu valul (Dwell time) de
la primul contact intre partile ce vor fi lipite si valul de aliaj
topit, pana la
ultimul contact valul de aliaj topit. Este necesar sa fie 2 - 4 secunde.
- perioada de lipire (Soldering time) de la primul contact cu
valul si pana la inceperea
solidificarii, egala cu Dwell time plus aproximativ 5 - 10 sec;
-
perioada de solidificare (Solidification
time), necesara solidificarii aliajului pe fata inferioara a placii;
-
periada de racire (Cooling time) se
refera la racirea fortata utilizata pentru racirea suprafetelor cu componenta
ale placii. Se are in vedere evitarea aparitiei crapaturilor in lipituri din
cauza unei raciri prea accentuata la iesirea din val.
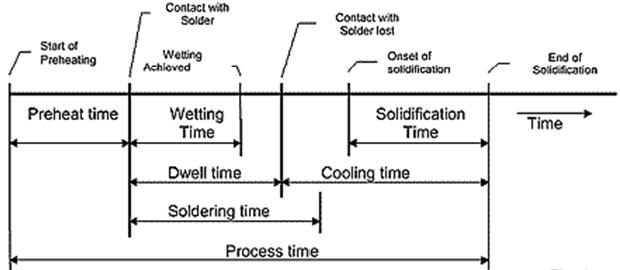
Fig. 2.1. Parametri
procesului de lipire la val
Corespunzator
zonelor, parametri definiti pentru
procesul de lipire la val sunt caracterizati prin variabile asupra carora putem
actiona in scopul reglarii optime a procesului. Luam in considerare urmatoarele
variabile specifice procesului de lipire la val:
unghi conveior (Conveyor angle). Fata de orizontala (Fig 1.2.).
viteza conveior (Conveyor speed)
tip flux (Flux type)
densitate fluxului (Flux density)
cantitatea de flux depozitata (Amount of flux deposited). Se urmareste
daca acoperirea este uniforma si completa pe suprafata inferioara a placii.
inaltimea si stabilitatea duzei /
duzelor de fluxare (Height and stability
of flux head)
temperatura de preincalzire (Preheat temperature). Va fi controlata
independent pe fiecare zona.
Compozitia aliajului de lipit (Solder alloy composition)
Puritate aliajului de lipit (Solder purity). Sunt necesare analize
chimice periodice pentru aliajul de lipit din cuva si se urmareste completarea
cu bare pentru asigurarea cantitatii si calitatii aliajului.
temperatura aliajului de lipit in
cuva (Solder temperature)
forma/ geometria valului,
stabilitatea si viteza de curgere (Solder
wave form, stability and speed of flow). Se verifica starea duzelor si
reglajele mecanice. Se controleaza din viteza pompei de aliaj topit.
temperatura valului (Solder wave temperature). 250-260 sC pentru aliajul SnPb.
Inaltimea valului (Solder wave height). Poate fi
controlata prin viteza pompei de aliaj topit. Se regleaza intre ½ si 2/3 din
grosimea placii plantate.
adancimea de imersare (Depth of immersion). Este in corelatie
cu inaltimea valului si unghiul conveiorului in raport cu orizontala (Fig 1.).
atmosfera (Atmosphere) in care are loc procesul de lipire, care poate fi
mediul natural sau inert (azot)
curatenie (Cleanliness). Se urmareste temperatura substantelor de curatire si
controleaza prin analize chimice si electrice de conductivitate. In cazul utilizarii apei deionizate ,
temperatura trebuie sa fie 49 -50 sC.
3. Procesul de lipire
selectiva la val
In
situatia placilor realizate in tehnologie mixta val / retopire, componentele cu
montare pe suprafata vor fi lipite prin retopire pe fata inferioara a placilor
si ulterior se planteaza manual sau automat componentele cu montare a
teminalelor prin gaura. Urmeaza faza finala de lipire la val a ansamblului.
In
situatia utilizarii pentru asamblare pe fata inferioara sau pe ambele fete a
placilor de componente cu montare pe suprafata la care terminalele sunt mascate
de propria capsula de exemplu BGA si/sau QFN este obligatorie utilizarea
tehnologiei de retopire pentru asamblare. Daca acest tip de placi necesita si
asamblarea pe fata superioara a unor componente cu montare prin gaura, pentru a
asigura productivitatea operatiunilor de asamblare este necesara lipirea la val
a acestor componente. In acest scop se utilizeaza un cadru special care va avea
posibilitatea de a masca componentele lipite anterior prin retopire si astfel
de a le proteja la actiunea valului. Acest proces devine un proces de lipire
selectiva la val. Lipirea selectiva se mai utilizeaza si pentru cresterea
productivitatii la lipirea conectorilor, la val sau prin imersare.
 a.
a.  b.
b. 
Fig. 3.1. Cadru pentru lipire
selectiva: Fig. 3.2. Val selectiv
a. Fata superioara, b. Fata
inferioara prin
imersare manuala
Placile destinate
pentru lipire selectiva necesita constrangeri suplimentare la proiectare.
Defecte specifice
procesului de lipire la val
Alterarea
variabilelor specifice procesului de lipire la val sau alegerea unor valori
impropii la reglaj, determina urmatoarele tipuri principale de defecte:
1. Umplerea insuficienta a gaurilor (Insufficient hole fill -Fig.1)
Cauze:
temperatura coborata a aliajului, aliaj contaminat, temperatua de preancalzire
incorecta, densitate specifica redusa a fluxului, fluxare incompleta si/sau
neuniforma, flux insuficient de activ, unghi mic la conveior, viteza mare
pentru conveior.

 a.
a.  b.
b.  c.
c.
Fig. 1. Hole
fill Fig. 2. a, b, c. Punti si varfuri
2. Punti si varfuri (Bridging / icicles-Fig.2)
Cauze:
temperatura coborata a aliajului, aliaj contaminat, temperatua de preancalzire
incorecta, densitate specifica redusa a fluxului, fluxare incompleta si/sau
neuniforma, flux insuficient de activ, unghi mic la conveior, viteza mare
pentru conveior, terminale lungi la componente, proiectare defectoasa.
3. Bile de aliaj (Solder ball-Fig3)
Cauze:
temperatura ridicata a aliajului, temperatua de preancalzire incorecta,
densitate specifica redusa a fluxului, fluxare in exces, viteza mare pentru
conveior, material impropiu pentru protecta traseelor (Solder mask)
Acumulare
neuniforma de aliaj la lipituri (Skips-Fig4)
Cauze:
temperatura coborata a aliajului, aliaj contaminat, temperatua de preancalzire
ridicata, densitate specifica mare a fluxului, fluxare neuniforma, viteza mare
pentru conveior, terminale lungi la componente, proiectare defectoasa care nu a
eliminat umbrirea componentelor, mascare defectuasa a gaurilor libere.
Defectele determinate de umbrirea componentelor este redusa prin utilizarea
valului dublu.

 a.
a.  b.
b.
Fig. 3. Bile de aliaj
Fig. Acumulare neuniforma de
aliaj: a. La lipituri; b. Pe placa
5. Aspectul lipiturilor (Cosmetic Appearance-Fig5)
Cause: Exces de flux depus,
temperatua de preancalzire coborata, timp de contact cu valul redus (Dwell
time), proces de curatire ineficient, intarzierea excesiva a operatiei de
curatare dupa lipire, material impropiu pentru protecta traseelor (Solder
mask).
6. Migratia electrochimica (Electochemical migration-Fig6)
Cauze: reziduri ionice in structura
placilor si/sau componentelor, reziduri higroscopice in structura placilor
si/sau componentelor, proces de curatire interfazic ineficient la fabricarea
placilor, utilizare improprie a fluxului no-clean, proces de curatire
ineficient dupa lipire.


Fig. 5. Aspectul lipiturilor Fig. 6. Migratia electrochimica
5. Modificari in procesul de lipire la val determinate de
utilizarea aliajelor LEAD-FREE
Trecerea la utilizarea aliajelor de
lipit lead-Free nu modifica parametrii generali ai procesului dar necesita alte
valori optime pentru variabilele procesului si a determinat aparitia unor
modificari importante in chimia fluxurilor. In principal, aliajele Lead-Free
sunt foarte active chimic, necesita o temperatura de lipire mai ridicata si au
o umectare slaba.
Activitatea chimica crescuta in
conditia cresterii temperaturii de topire are ca o prima consecinta corodarea
in timp scurt a cuvelor de inox. Solutile gasite sunt:
acoperirea cuvelor cu un material
ceramic pe interior, care prezinta o rezistenta sporita la actiunea coroziva a
aliajului, dar care are o rezistenta mecanica redusa. Au avqantajul pretului
redus.
Utilizarea cuvelor de titan,
rezistente dar scumpe.
Temperatura
crescuta, tipic 220 - 260 sC, afecteaza placile cu cablaj imprimat si
componentele electronice.
Modificari
importante au fost necesare in chimia fluxurilor pentru cresterea activitatii
in scopul compensarii caracteristicii de umectare redusa prezentata de aliajele
alead-free.